Изобретение отпосится к области кузиечнонрессового оборудования.
Известны автоматы для холодной высадки деталей стержневого типа с голов1ками, содержащие установленные на станиие механизм подачи материал а, механизмы отрезки его и транспортировки, инструмент для редуцирования стерж1ня, инструмент для высадки головки, а также коленчатый вал с установлепным на «ем шатуном, приводящим в возвратно-поступательное движение ползун с закрепленнылш на нем пуансонами инструмант.а для высадки головки. Они обеспечивают «ачествевную редуцированную часть стержня. ОднакО, так как в этих автоматах отсутству1ет нагревательное устройство, на них нельзя осуществить высадку головки сложной конфигурации из легированной стали одновременно с «ачествеииым редуцированием стержня.
ПредЛагаемый автомат в отличие от известных для повышения качества редуцированного конца стержня и получения головок сложной конфйгурациИ снабжен укрепленным «а коленчатом валу дополнительным шатуном, несущим допол«ительный ползун с закрепленным на нем пуансоном инструмента для редущироваНия стержня, а также установленным «а станине между ползунами
устройством для «агрева и транспортирования заготовок с оси редуцирования на ось высадки головок.
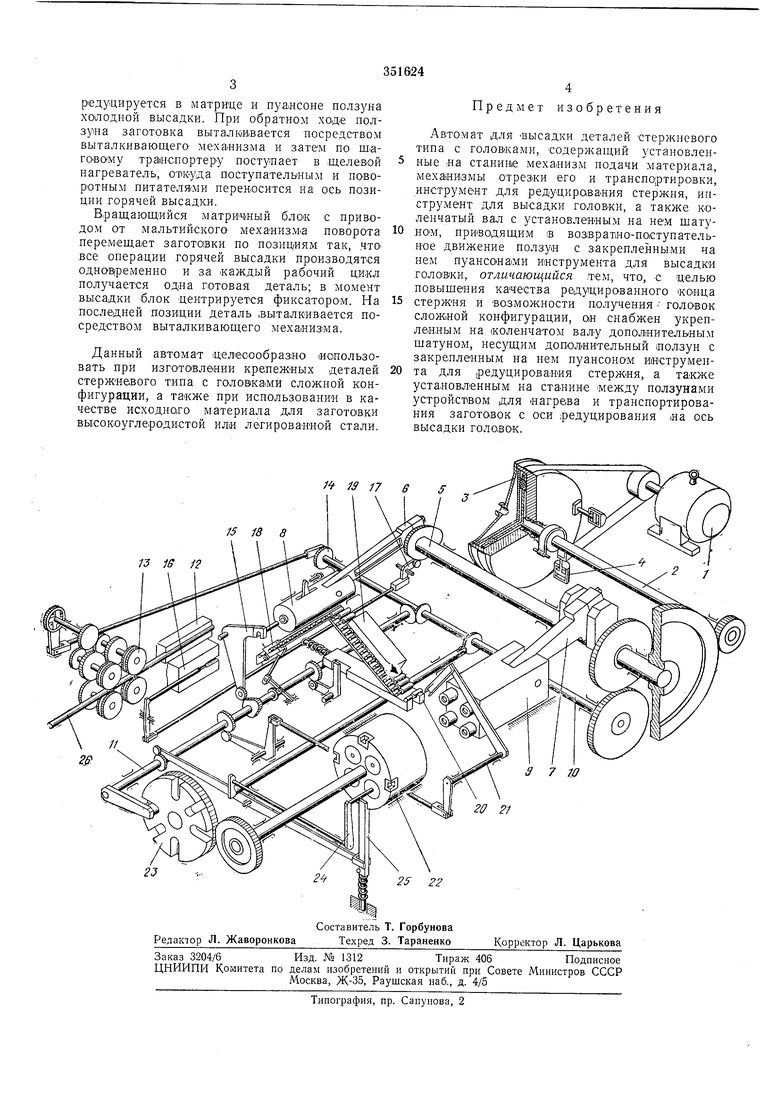
Сущность изобретения поясняется чертежом, на котором изображена «инематическая схема автомата.
Описываемый автомат содержит электропривод /, п риводной вал 2, муфту 3, тормоз 4, коленчатый вал 5 с установленными на
нем щатунами б и 7, приводящими в возвратно-поступательное движение соответственно ползуны 8 (холодной высадки) и 9 (горячей высадки), поперечный вал 10, продольный вал 11, отрезиую матрицу 12, ролиюи 13 механизма подачи, кривошип 14 .привода подачи, рычаг 15 реза, матрицу 16, выталкивающий механизм 17, щаговый транспортер 18, щелевой нагреватель 19, поступательный питатель 20, поворотный питаTCwTb 21, вращающийся матричный блок 22, мальтийский механизм 23 поворота, выталкивающий механизм 24 и центрирующий фиксатор 25.
Работает автомат следующим образом. Исходный материал (стержнь 26) подается до упора через отрезную матрицу роликами механизма подачи. Рычаг реза отрезает заготовку и переносит ее на ось холодной вы
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ПРОВОЛОЧНО-ГВОЗДИЛЬНЫЙ | 1974 |
|
SU376989A1 |
| ГВОЗДИЛЬНЫЙ АВТОМАТ | 1971 |
|
SU435889A1 |
| Холодновысадочный автомат | 1984 |
|
SU1281330A1 |
| ЗОЮЗНАЯ \Ь;;,П:НТй^-|?ШМ?04(Ц 1^нЬЛуТЕНД- j | 1972 |
|
SU331839A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| Автомат для высадки | 1972 |
|
SU471944A1 |
| Двухударный однопозиционный автомат для холодной высадки деталей стержневого типа | 1982 |
|
SU1084102A1 |
| Гвоздильный автомат | 1981 |
|
SU988432A1 |
| Способ изготовления полупустотелых и пустотелых заклепок из проволоки | 1961 |
|
SU147903A1 |
| АВТОМАТ ДЛЯ ВЫСАДКИ ИЗДЕЛИЙ С БОЛЬШИМ ОБЪЕМОМ | 1966 |
|
SU184594A1 |
