Процесс механизации, особенно автоматизации, зачистки отливок связан со множеством трудностей, одна из которых - большая разница в размерах однотипных отливок.
Известно устройство, позволяющее ликвидировать трудности при зачистке отливок с большой разницей в размерах. Это устройство позволяет абразивному кругу кроме вращательного движения совершать осевое движение в пределах заданного допуска на линейный размер отливки. Осевое движение кругов позволяет автоматически выбирать нужный размер. Это движение осуществляется с помощью пружины, встроенной в шпиндель шлифовальной бабки.
Основной недостаток известного устройства заключается в трудности подбора усилия пружины для осуществления осевого движения абразивного круга. В случае установки пружины с большим усилием происходит ерезание литейных дефектов и допуска на размер отливки. В случае установки пружины с малым или средним усилием происходит некачественная зачистка отливки во время срезания больших дефектов литья.
В целях устранения этих недостатков предлагаемый станок снабл ен контрольно-измерительным ориентатором, настроенным на номинальный размер отливки по отношению к оси зачистки, который выполнен в виде рычагов со щупами, щарнирно связанных с водилом и взаимодействующих с гидроцилиндрами следящей системы, автоматически выставляющей шлифовальные бабки путем подачи определенного давления в их силовые цилиндры.
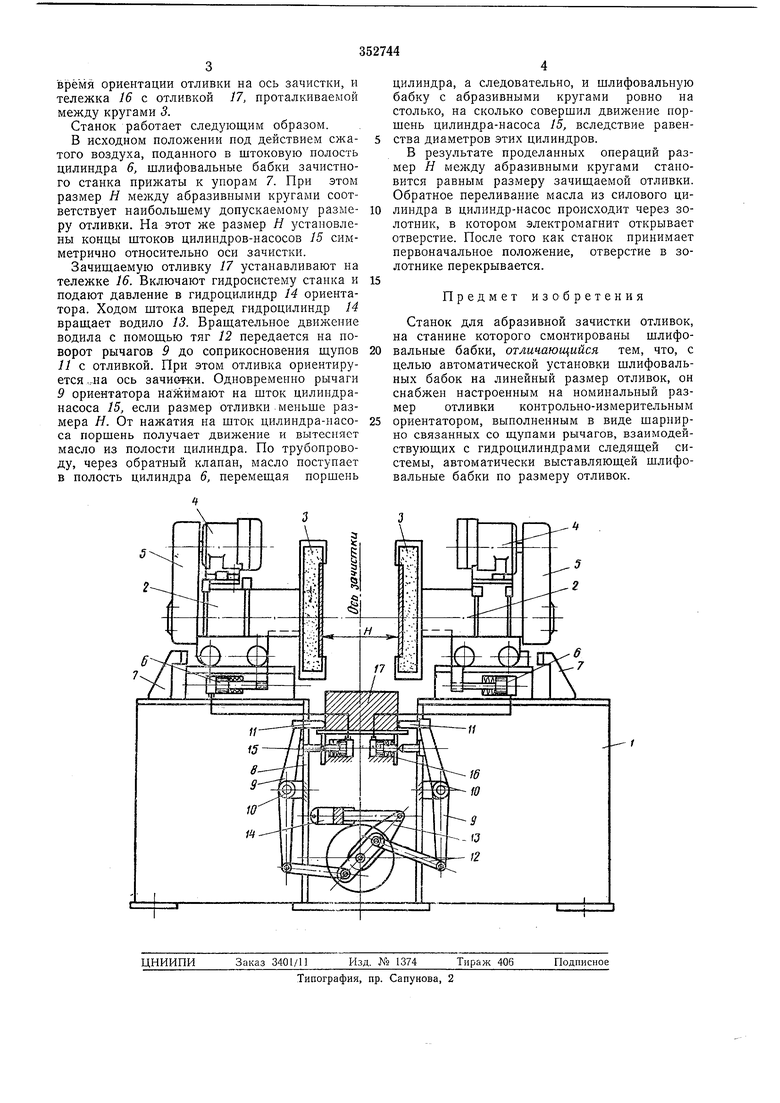
Станок для зачистки отливок с устройством для автоматической установки абразивных кругов на размер зачищаемой отливки изображен на чертеже.
На станине / смонтированы две шлифовальные бабки 2. На шпинделях бабок установлены абразивные круги 3. Шпиндели бабок получают вращательное движение от электродвигателей 4 посредством ременной передачи 5 и осевое движение с помощью силовых цилиндров 6. Осевое движение бабок ограничено двумя упорами 7, установленными на станине. К станине / болтами прикреплена станина 8, на которой собран механизм ориентатора. Он содержит рычаги Я закрепленные в опорах 10. Верхний конец рычагов снабжен щупом // для ориентации отливки на ось зачистки и для замера отливки. На нижний конец рычагов навешены тяги 12, посредством которых рычаги соединены с водилом 13. Вращательное движение водило получает от гидроцилиндра 14. На станине 8 установлены цилиндры-насосы 15, на штоки которых воздействуют рычаги 9 во
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования торцев пружин | 1983 |
|
SU1135613A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| Устройство для обработки торцев пру-жиН | 1978 |
|
SU837777A1 |
| Автоматический станок для шлифования желобков у внутренних колец шарикоподшипников | 1938 |
|
SU57463A1 |
| ОБДИРОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 2009 |
|
RU2399477C1 |
| МЕХАНИЗМ ПОДАЧИВСГ:СХ!)ЮЗНАЯnA{::HTI10-^;il^:^'^^^'БИЬЛ^'Ю"Ег^А | 1971 |
|
SU318468A1 |
| Станок для заточки протяжек | 1981 |
|
SU982873A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| Круглошлифовальный станок с ЧПУ | 1977 |
|
SU1144852A1 |
| Устройство для абразивной зачистки заготовок | 1977 |
|
SU1135611A1 |
