Изобретение относится к области обработки металлов давлением и может быть использовано при получении поясков на трубчатых заготовках.
Известен штамп для обжимки поясков, содержащий радиально сходящиеся пуансоны. Однако такой штамп не обеспечивает получения качественпых поясков, так как формообразующий инструмент охватывает весь периметр трубчатой заготовки только в конечный момент деформирования.
В предлагаемом штампе пуансоны расположены по обе стороны от плоскости пояска в шахматном порядке с перекрытием промежутков между ними.
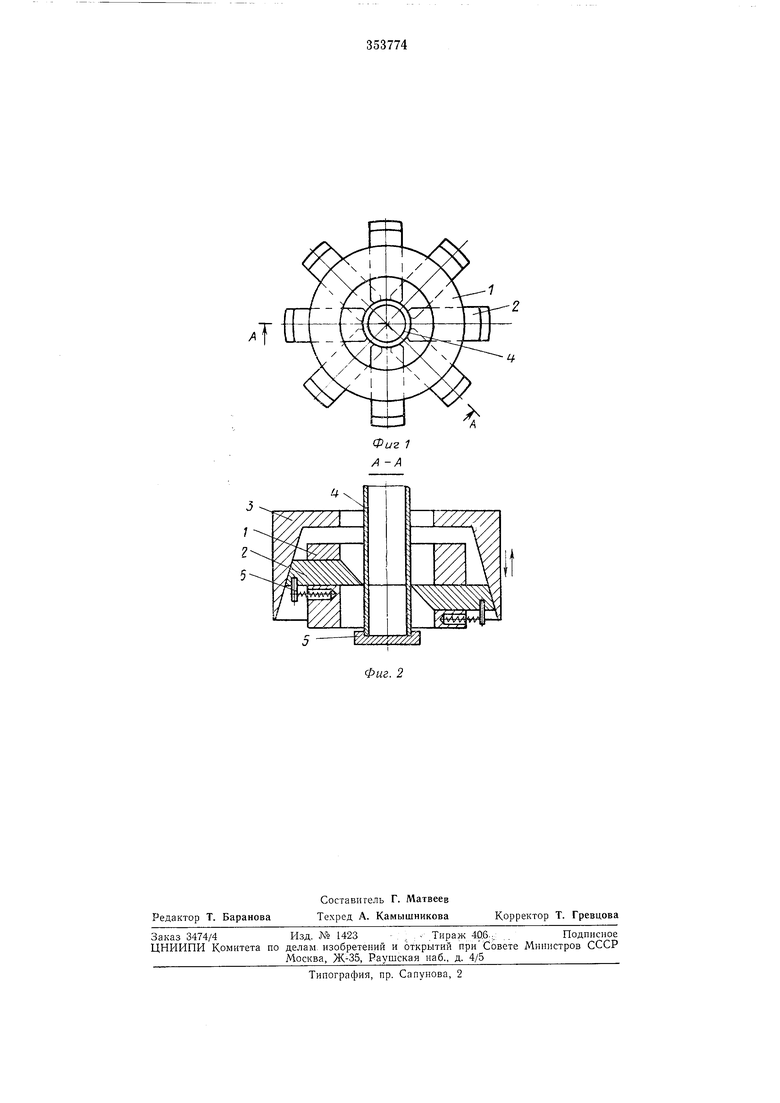
На фиг. 1 изображен предлагаемый штамп, вид сверху; на фиг. 2 - разрез по А-А на фиг. 1.
Штамп состоит из соединенного со столом пресса корпуса 1, в котором прорезаны радиальные прямоугольные чередующиеся по обе стороны от плоскости обжима окна, расположенные равномерно по окружности в два ряда.
В окна входят пуансоны 2, причем каждый пуансон одного ряда перекрывает пуансоны другого ряда, поэтому они охватывают трубу по всему периметру.
Пуансоны по периферии имеют конусные поверхности, сопрягаемые с конусной поверхностью втулки 3. Труба 4, на которой нужно обжать поясок, вводится в отверстие, образованное рабочими контурами пуансонов, до упора 5. Для радиального смещения пуансонов от центра предусмотрены пружины 6.
Штамп работает следующим образом.
При рабочем ходе ползуна пресса втулка 3 опускается и конусной поверхностью действует на торцовые поверхности пуансонов 2, которые одновременно сходятся в радиальном направлении к центру и производят одновременную и равномерную обжимку трубы с образованием кругового пояска.
При обратном ходе ползуна пресса втулка 3 поднимается, пружины 6 отводят пуансоны 2 в исходное положение, и труба с полученным пояском извлекается из штампа.
Предмет изобретения
Штамп для обжимки поясков, преимущественно на тонкостенных трубах, содержащий радиально сходящиеся пуансоны, отличающийся тем, что, с целью повышения качества пояска, пуансоны расположены по обе стороны от плоскости пояска в шахматном порядке с перекрытием промежутков между ними.
,т
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп к плунжерному прессу | 1979 |
|
SU856619A1 |
| Способ получения полых изделий из трубчатых заготовок | 1986 |
|
SU1407622A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2018397C1 |
| Импульсное устройство для штамповки | 1978 |
|
SU758619A1 |
| Совмещенный штамп | 1978 |
|
SU795700A1 |
| Штамп для отбортовки | 1990 |
|
SU1779436A1 |
| Штамп для изготовления деталей типа фланцев | 1972 |
|
SU445504A1 |
| Штамп для формовки тонкостенных обойм | 1977 |
|
SU797823A1 |
| ШТАМП ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ В ТРУБЧАТЫХИЗДЕЛИЯХ | 1970 |
|
SU264325A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОРПУСОВ И СБОРКИ | 1967 |
|
SU205899A1 |