Предлагаемое иаобретение относится к области обработки металлов давлением и, сварки, в частности - к Оборудованию для правки в процессе горячей обра ботки.
Известные станки для правки в процессе горячей 0|брабо т1ки сверл состоят из станины со 1С|Монтиро1ва1Н,ны:Ми на ней обоймами, в которых н.а поворотных рычагах размещены правильные валки.
Предлагаемый станок обеспечивает самощентрироБзние валков относительно оси устройства, для чего поворотные рычаги попарно соединены тягами, образующими два взаил1оовязан.ных шарнирных параллелограмiMa, при этом рычаси- имеют возможность установки по регулируемы,м упорам.
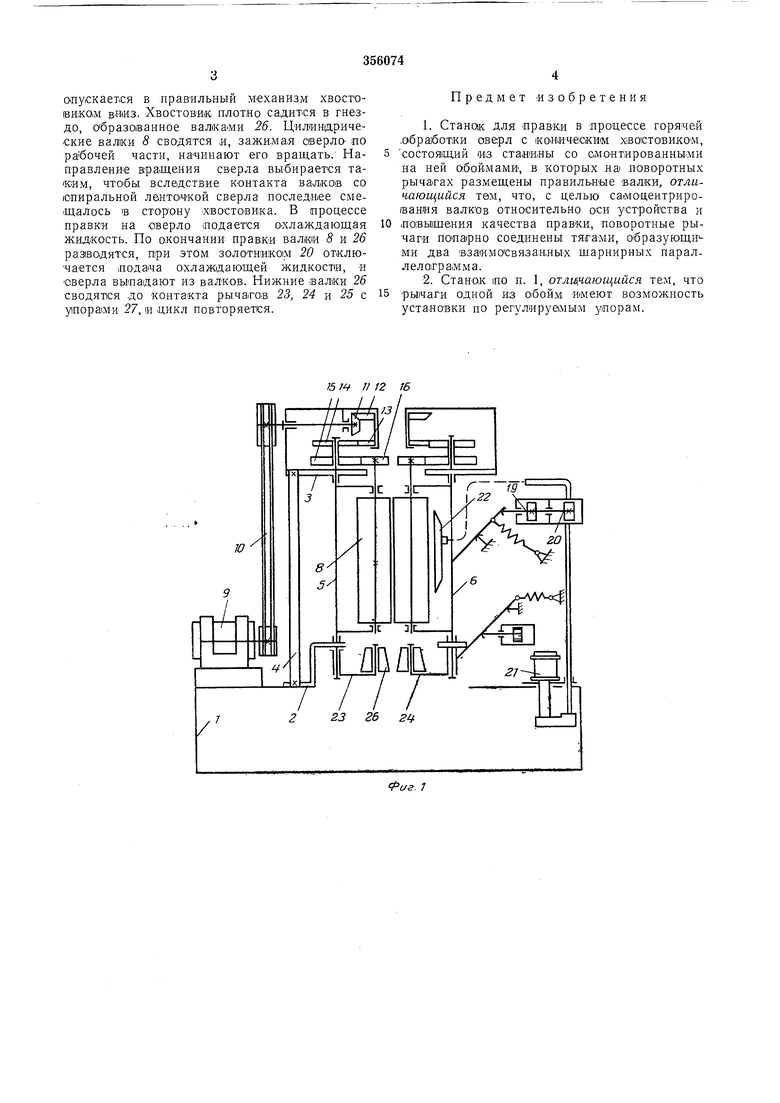
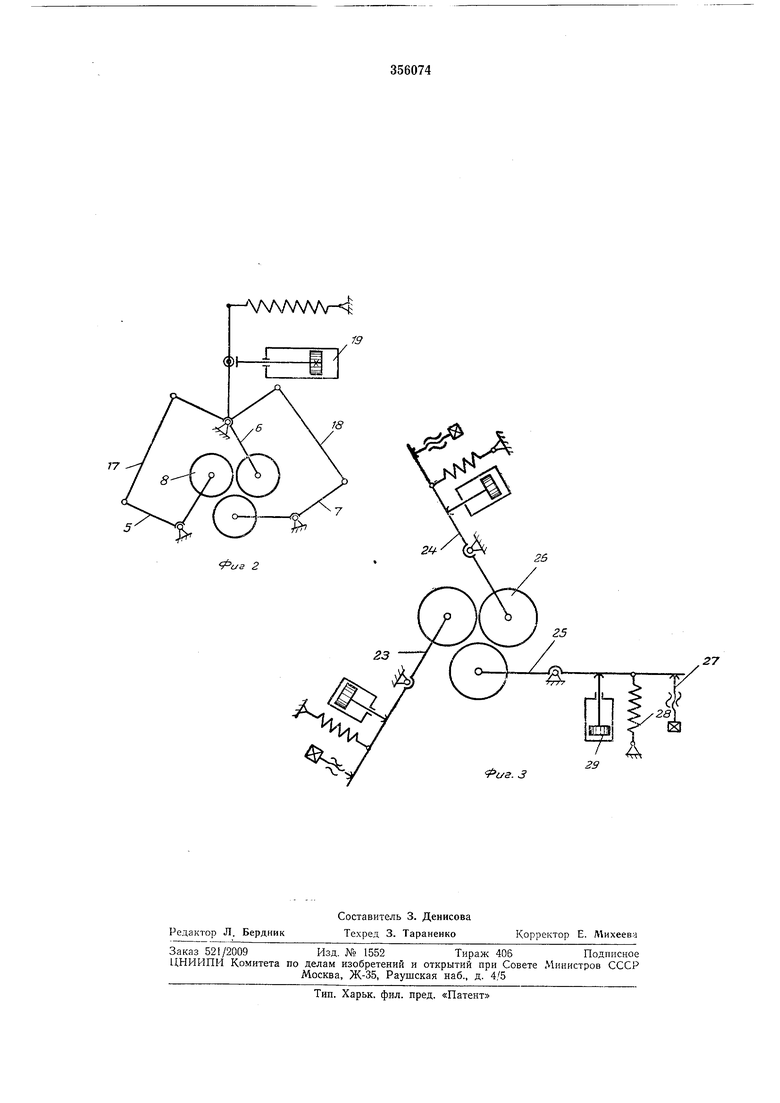
На фиг. 1 .показана принципиальная кинематическая схема станка; на фИГ. 2 - схема Механизма правки рабочей части сверла; на фиг. 3 - схема механизма правки хвостовой части сверла.
Механизмы станка смонтированы на ста ни-не 1, на которой установлен корпус меха«изма правки, состоящий из нижнего основавания 2 и верхней кръишки 3, соединенных тремя колонками 4. Между основанием и крышкой установлены в подшипниках рычаги 5, 6 и 7, в которых смонтированы валки 8.
Валки приводятся во вращение электродвигателем 9 через ременную передачу 10 и шестерни /Л 12, 13, 14, 15 и 16. Оси шестерен 15 совпадают с осями поворота рычагов 5, & и 7. Чтобы обеспечить самоцентрирование валков 8, рыча,пи 5, 6 -ц 6, 7 попарно соединены тягами 17 и 18, образуя два взаимосвязанных шарнирных параллел01граимма. Поворот рычага 6 вызывает поворот рычагов 5 н 7 па тот же угол, .при этом перемещение всех валков 8 происходит на одну и ту же величину гидроцилиндром 19, шток которого связан с золотником 20. Последний служит для перекрыт1ия трубопровода, подающего охлаждающую жидкость от электропомпы 21 в зону правки через сопло 22.
На нижнем основании 2 установлены также поворотные рычаги 23, 24 и 25, на которых свободно вращаются конические валки 26, предназначенные для правки хвостовика сверла. Положение валков 26 определяется упорами 27, к которым рычаги 23, 24 и 25 прижимаются пружинами 28. Равведен/ие валков 26 осуществляет1ся гидроцилиндрамИ 29.
Перед началом правки конические валки 2 сведены к оси до контакта рычагов 23, 24 и 25 с упорами 27, верхние валк-и 8 разведены. Заготовка сверла, подлежащая правке,
опускается в правильный механизм хвосто(ви:ко,м вниз. Хвостовик плотно садится в гнездо, образованное валками 26. Цилиндрические валки 8 сводятся ,и, зажи.ма.я сверло по ра бочей части, начинают его вращать. Нанравлениб вращения выбирается таюим, чтобы вследствие контакта валков со (Спиральной лбнто1Ч«ой сверла последнгее смещалось щ сторону хвостовика. В процессе правки на сверло подается ОХлаждающая жидкость. По окончании: правки валки 8 и 26 раз1водятся, цри этом золотником 20 отключается подача охлаждающей жидкости, и сверла вьипадают из валков. Нижние валки 26 сводятся до контакта рычагов 23, 24 л 25 с уиорами 27, и ,цикл повторяется.
Предмет изобретения
1.Стано|к для правки в процессе горячей .обработки оверл с кон«чески1м хвостовик о,
состоящий из станины со слшятированньгми на ней обоймами, в которых Hai поворотных рыча.гах размещены правильные валки, отличающийся тем, что, с целью самоцентрирования валков относительно оси устройства и
повышения качества правки, поворотные рычаги попарно соединены тягами, образующими два взаимосвязап.ньк щарнирных параллелограмма.
2.Станок 1ПО п. 1, отли чающийся тем, что рычаги одной из обойм имеют возможность
установки по регулируемым упорам.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ПРАВКИ ИЗДЕЛИЙ ТИПА ТЕЛ ВРАЩЕНИЯ | 1972 |
|
SU356037A1 |
| СТАНОК ДЛЯ ПРАВКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ В ПРОЦЕССЕ ТЕРМООБРАБОТКИ | 1970 |
|
SU272793A1 |
| СТАНОК ДЛЯ ТЕРМООБРАБОТКИ ИЗДЕЛИЙ | 1970 |
|
SU258352A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ИЗДЕЛИЙ, ИМЕЮЩИХ ФОРМУ ТЕЛ ВРАЩЕНИЯ | 1968 |
|
SU218642A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |
| ТОКАРНО-РЕВОЛЬБЕРНЫЙ КОПИРОВАЛЬНЫЙ СТАНОК | 1968 |
|
SU217864A1 |
| Косовалковая правильная машина | 1986 |
|
SU1428485A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫй СТАНОК | 1972 |
|
SU356054A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ДЛИННОМЕРНОГО МАТЕРИАЛАВСЕСОЮЗНАЯ11Я?|1Т§10-ТЕХНН'{?01! | 1972 |
|
SU332902A1 |
/5 / // f2 16
и 11
rA/WWW-4
.3
