Изобретение относится к области производства постоянных объемных резонаторов.
Известно аналогичное устройство, содержащее корпус, герметичную ванну, заполненную резистивной массой, соединенную с пневмосистемой и снабженную лопастями для перемешивания массы, питатель и оправку для закрепления стеклокерамической трубки, а также приводной механизм.
Цель изобретения - повышение производительности работы устройства. Для достижения этой цели в предложенном устройстве герметичная ванна подвижно установлена в корпусе посредством скоб, жестко закрепленных на донной части ванны и взаимодействующих с поводками, соединенными с охватывающей ее нижнюю поверхность ступицей червячного колеса приводпого механизма. Питатель снабжен съемным наконечником. Оправка и наконечник выполнены с осевыми выступами, входящими во внутреннюю полость стеклокерамической трубки.
Кроме того, в устройстве ванна может быть выполнена съемной. На внутренней стенке ванны в ее верхней части размещены штыри, служащие для извлечения ее из корпуса.
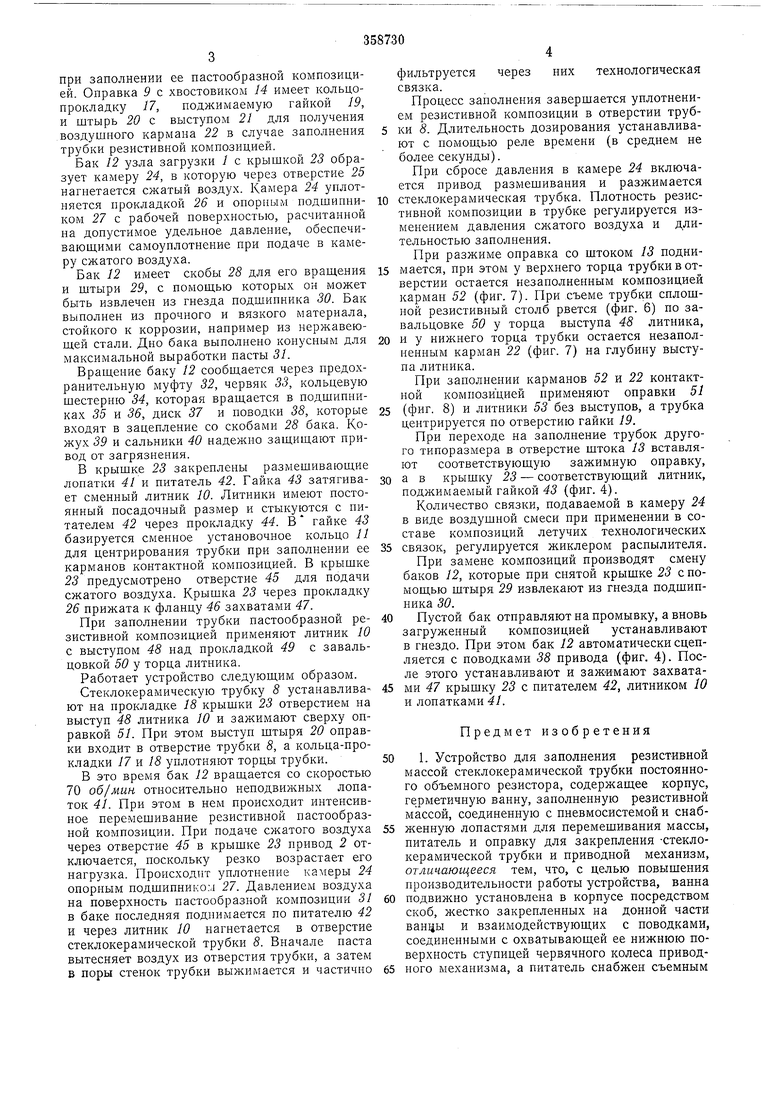
На фиг. 1 схематически изображено „предложенное устройство, общий вид; на фиг. 2 - разрез ио А-А на фиг. 1; на фиг. 3 - вид в плане, узел загрузки; на фиг. 4 - разрез по
Б - Б иа фиг. 3; на фиг. 5 - стеклокерамическая трубка в момент ее заполнения пастообразной резистивной композицией; на фиг. 6 - выступ литника устройства с завальцовкой
у торца; на фиг. 7 - стеклокерамическая трубка, заполненная резистивной композицией; на фиг. 8 - трубка в момент заполнения пастообразной контактной композицией; на фиг. 9 - трубка после заполнения кармана
контактной композицией.
Устройство содержит узел загрузки / с приводом 2, подвешенный к плите 3, на котором установлен также кронштейн 4 с узлом зажима 5. Прозрачный экран 6 движется по вертикальным направляюшим 7 и закрывает рабочую зону при заполнении трубки 8 композицией. Устройство содержит также комплект сменных зажимных оправок 9, литники 10, установочные кольца У/ и баки 12.
Узел зажима 5 имеет шток 13 с постоянным ходом с коническим отверстием под хвостовик 14 зажимной оправки. Ход штока постоянен. Зажим стеклокерамических трубок разной длины обеспечивается сменой зажимных оправок. Поворот по углу штока 13 исключается направляющими /5, жестко связанными с кронштейном 16, насаженным на шток 13. Это необходимо для заполнения стеклокерамических трубок с фигурным отверстием. Кольца-пропри заполнении ее пастообразной композицией. Оправка 9 с хвостовиком 14 имеет кольцопрокладку 17, поджимаемую гайкой 19, и штырь 20 с выступом 21 для получения воздушного кармана 22 в случае заполнения трубки резистнвной композицией.
Бак 12 узла загрузки 1 с крышкой 23 образует камеру 24, в которую через отверстие 25 нагнетается сжатый воздух. Камера 24 уплотняется прокладкой 26 и опорным подшипником 27 с рабочей поверхностью, расчптанной на допустимое удельное давление, обеспечиваюш,ими самоуплотнение при подаче в камеру сжатого воздуха.
Бак 12 имеет скобы 28 для его вращения п штыри 29, с помош,ью которых он может быть извлечен из гнезда подшипника 30. Бак выполнен из прочного и вязкого материала, стойкого к коррозии, например из нержавеюшей стали. Дно бака выполнено конусным для максимальной выработки пасты 31.
Врашение баку 12 сообщается через предохранительную муфту 32, червяк 33, кольцевую шестерню 34, которая вращается в подшипниках 35 и 36, диск 37 и поводки 58, которые входят в зацепление со скобами 28 бака. Кожух 39 и сальники 40 надежно защищают привод от загрязнения.
В крышке 23 закреплены размешиваюшие лопатки 41 и питатель 42. Гайка 43 затягивает сменный литник 10. Литники имеют постоянный посадочный размер и стыкуются с питателем 42 через прокладку 44. В гайке 43 базируется сменное установочное кольцо 11 для центрирования трубки при заполнении ее карманов контактной композицией. В крышке 23 предусмотрено отверстие 45 для подачи сжатого воздуха. Крышка 23 через прокладку 26 прижата к фланцу 46 захватами 47.
При заполнении трубки пастообразной резистивной композицией применяют литник 10 с выступом 48 над прокладкой 49 с завальцовкой 50 у торца литника.
Работает устройство следующим образом.
Стеклокерамическую трубку 8 устанавливают на прокладке 18 крышки 23 отверстием на выступ 48 литника 10 и зажимают сверху оправкой 51. При этом выступ штыря 20 оправки входит в отверстие трубки 8, а кольца-прокладки 17 и 18 уплотняют торцы трубки.
В это время бак 12 вращается со скоростью 70 об/мин относительно неподвижных лопаток 41. При этом в нем происходит интенсивное перемешивание резистивной пастообразной композиции. При подаче сжатого воздуха через отверстие 45 в крышке 23 привод 2 отключается, поскольку резко возрастает его нагрузка. Происходит уплотнение камеры 24 опорным подшипником 27. Давлением воздуха на поверхность пастообразной композиции 31 в баке последняя поднимается по питателю 42 и через литник 10 нагнетается в отверстие стеклокерамической трубки 8. Вначале наста вытесняет воздух из отверстия трубки, а затем в поры стенок трубки выжимается и частично
фильтруется через них технологическая связка.
Процесс заполнения заверщается уплотнением резистивной композиции в отверстии трубки 8. Длительность дозирования устанавливают с помощью реле времени (в среднем не более секунды).
При сбросе давления в камере 24 включается привод размешивания и разжимается
стеклокерамическая трубка. Плотность резистивной композиции в трубке регулируется изменением давления сжатого воздуха и длительностью заполнения.
При разжиме оправка со штоком 13 поднимается, при этом у верхнего торца трубки в отверстии остается незаполненным композицией карман 52 (фиг. 7). При съеме трубки сплошной резистивный столб рвется (фиг. 6) по завальцовке 50 у торца выступа 48 литника,
и у нижнего торца трубки остается незаполненным карман 22 (фиг. 7) на глубину выступа литника.
При заполнении карманов 52 и 22 контактной комиозицией применяют оправки 51
(фиг. 8) и литники 53 без выступов, а трубка центрируется по отверстию гайки 19.
При переходе на заполнение трубок другого типоразмера в отверстие штока 13 вставляют соответствующую зажимную оправку,
а в крышку 23 - соответствующий литник, поджимаемый гайкой 43 (фиг. 4).
Количество связки, подаваемой в камеру 24 в виде воздушной смеси при применении в составе композиций летучих технологических
связок, регулируется жиклером распылителя. При замене композиций производят смену баков 12, которые при снятой крышке 23 с помощью щтыря 29 извлекают из гнезда подщипника 30.
Пустой бак отправляют на промывку, а вновь загруженный композицией устанавливают в гнездо. При этом бак 12 автоматически сцепляется с поводками 38 привода (фиг. 4). После этого устанавливают и зажимают захватами 47 крышку 23 с питателем 42, литником 10 и лопатками 41.
Предмет изобретения
1. Устройство для заполнения резистивной массой стеклокерамической трубки постоянного объемного резистора, содержащее корпус, герметичную ванну, заполненную резистивной массой, соединенную с пневмосистемой и снабженную лопастями для перемешивания массы, питатель и оправку для закрепления -стеклокерамической трубки и приводной механизм, отличающееся тем, что, с целью повышения производительности работы устройства, ванна
подвижно установлена в корпусе посредством скоб, жестко закрепленных на донной части ванцы и взаимодействующих с поводками, соединенными с охватывающей ее нижнюю поверхность ступицей червячного колеса приводнаконечником, причем оправка и наконечник выполнены с осевыми выступами, входящими во внутреннюю полость стеклокерамической трубки.
2. Устройство по п. 1, отличающееся тем, что ванна выполнена съемной, а на внутренней стенке ее в верхней части размещены щтыри, служащие для извлечения ее из корпуса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления изделий из проволоки | 1986 |
|
SU1389917A2 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Установка для пайки стыковых соединений трубчатых изделий | 1989 |
|
SU1668064A1 |
| Станок для изготовления бельевых прищепов | 1984 |
|
SU1191293A1 |
| Установка для стыковой индукционной сварки трубчатых изделий | 1989 |
|
SU1673346A1 |
| Автомат для изготовления изделий из проволоки | 1983 |
|
SU1266621A1 |
| Устройство для получения покрытий из металлических порошков | 1976 |
|
SU552137A2 |
| Станок-автомат для ударного клеймения в торец цилиндрических изделий типа "стакан" | 1973 |
|
SU473545A1 |
| Устройство для закрепления деталей при копировальной обработке | 1975 |
|
SU560730A1 |
| Способ установки комплекта уплотнительных колец и устройство для его осуществления | 1990 |
|
SU1779524A1 |



Х-И
Риг. 2
JJ
37 Зв 28 / 28
Sit 3536 tfO Ригч
fpae 5
Фиг. 7
fpuz.e
Риг.9
