1
Изобретение относится ;к сва|рке.
Известны устройства для изготовления тонкостенных емкостей методам сворачивания, содержащие сборочно-сварочный стол с продольными паза1ми, балку-шаблон с расположенными по ее дли«е ограничителями для установки колец жесткости и лебедку с тросом.
Цель изобретения - повысить производительность при одновременном улучшении качества собираемых емкостей.
Это достигается тем, что трос лебедки прикреплен к середине балкиншаблона, к которой с противоположной стороны мест расположения ограничителей при1креплены дополнительные тросы, размещенные в продольных пазах стола. Причем свободные дополпительных тросов соединены со столам со стороны расположения лебедки.
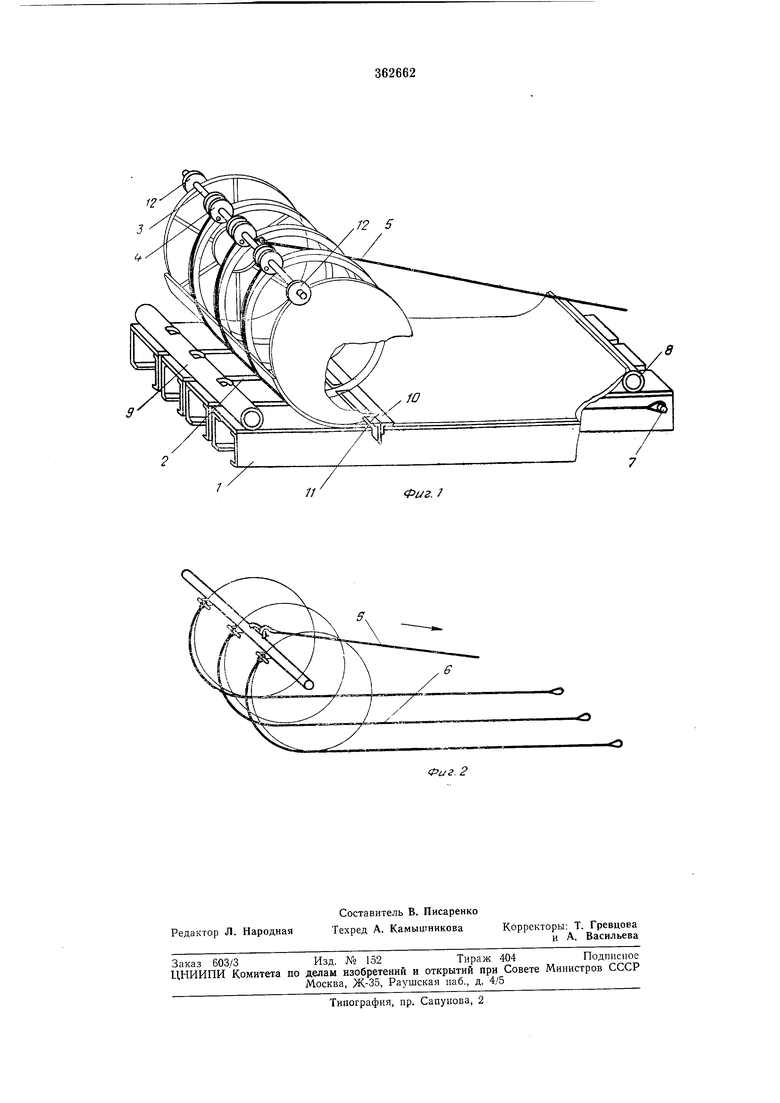
На фиг. 1 изображено предлагаемое устройство в рабочем положении (лебедка не показапа); на фиг. 2 - пространственное расположение троса лебедки и дополнительных тросов в рабочем положении.
Сборочно-сварочный стол I представляет СО-бой металлоконструкцию прямоугольной формы, в которой выполнены продольные пазы 2. Бал1ка-шаблон 3 с располол енными по ее длине ограничителями 4 для установки колец жесткости соединена с тросо.м 5 лебедки. К балке-шаблону 3 в местах расположения ограничителей 4 присоединены дополнительные тросы 6, размещенные в продольных пазах стола -/, свободные концы которых жестко соединены со столом с помощью оси 7. На концах стола расположены неподвижная 8 и подвижная 9 трубы, служащие подушками при укладке полотнища. Сборочпая оснастка выполнена в виде ориентатора 10,
имеющего гнезда 11, .расположение которых соответствует расположению пазо,в стола 1. Па концах бала и-шаблона 3 И1.меются ограничители 12, расстояние между которыми равно расстоянию между днища|МИ изготовляемой ем кости.
Предлагаемое устройство работает следующим образом.
Полотнище, предварительно сваренное из нарезанных в , выправленных и очищенных листов, затягивается на сборочносварочный стол, пока передняя кромка полотнища не ляжет иа трубу 8. После этого производится регулировка трубы 9. Далее с помощью ориентатора 10 устанавливают днища, а также другие детали внутреннего устройства ем1кости, напри,мер кольца жесткости, и производится эле1ктроприхватка и сварка этих элементов в местах их контакта с полотнищем.
Затем TpOic от лебедки зацепляет балкуша1блон 3, которая устанавливается выше продольной оси вращения емкости и выставляется так, чтобы днища попали между ограадичителями 12. Так как усилие, прилагаемое от лебедки -к балке-шаблону через трос 5, направлеио от горизонтали вниз на угол 10-12° (см. фиг. 2), то полотнище в процессе сворачивания прижимается к .плоскости стола.
Благодаря соответствующему расположению пазов в столе дополиительные тросы 6 расположены в местах нахождения колец жесткости, что исключает сминан«е стен1ки емкости в процессе сворачи1ва1ния.
Наворачиваяием троса на барабаи лебедки осуществляют поворот днищ на необходимый угол и производят сворачивание полотнища.
После поворота полотнища на определенный угол ориентатор01М подгоняют днище и кольца жесткости к полотнищу.
Затем прих)ва,ты1вают и сваривают эти элементы с полотнищем в местах их прилегания к полотнищу.
Переходы повторяются до тех пор, пока не сомкнутся встык или внахлестку .продольные кромки корпуса емкости, после чего прихватывают и сваривают замыкающий продольный щов.
Собраиная и сваренная емкость передается на дальнейщую обвяз ку необходимыми узлами и деталями.
П р е д м е т. и 3 о б р е т е н и я
Устройство для изготовления тонкостенных емкостей методом сворачивания, содержащее сборочно-сварочный стол с продольными пазами, балку-шаблоп с расположенными по ее
длине ограничителями для установки колец жесткости и лебедку с тросом, отличающееся тем, что, с целью повышения производительности при одновременном у.пучшении качества собираемых емкостей, трос лебедки прикреилен к середине балки-щаблона, к которой с противоположной стороны от мест расположения ограничителей приирецлены дополнительные тросы, размещенные в продольных па1зах стола, причем свободные концы дополнительных тросов соединены со столом со стороны расположения лебедки.
Фиг.}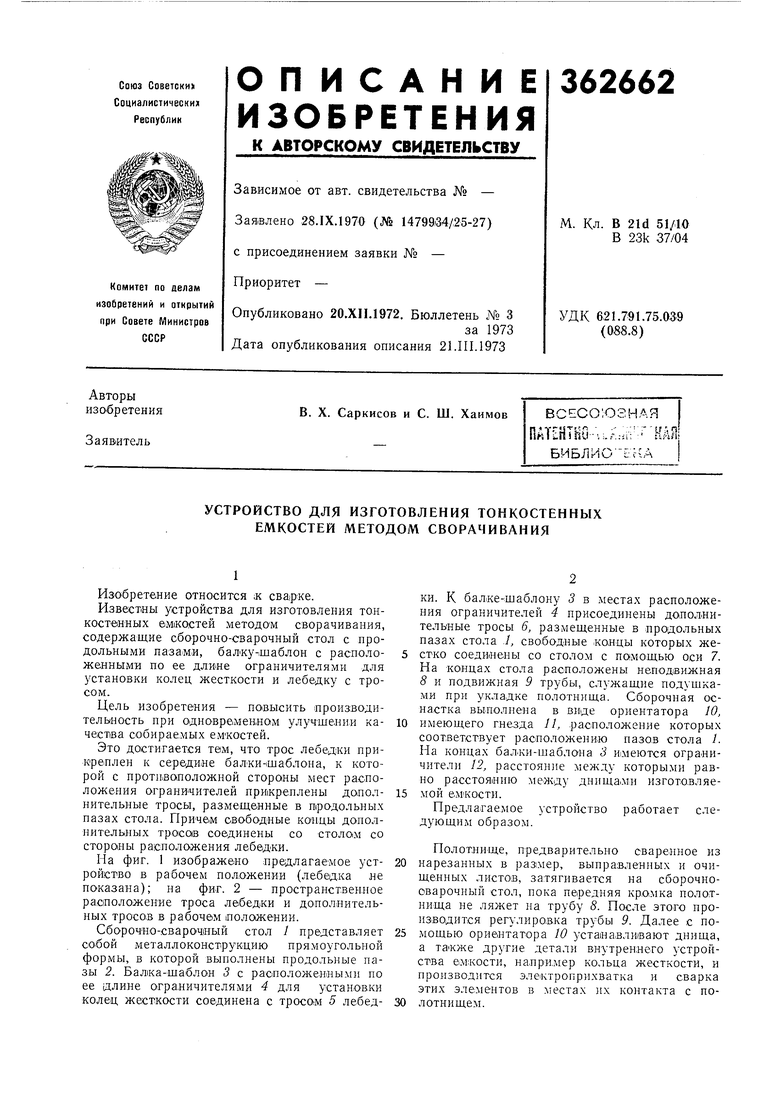
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сборки и сваркиТОНКОСТЕННыХ цилиНдРичЕСКиХ КОРпуСОВС КОльцАМи жЕСТКОСТи | 1979 |
|
SU841880A1 |
| Способ изготовления сварных конструкций | 1977 |
|
SU656709A1 |
| Стенд сборочно- сварочный | 1977 |
|
SU725858A1 |
| Устройство для сборки под сварку листовых металлоконструкций | 1983 |
|
SU1136918A1 |
| Способ изготовления конической емкости для хранения сыпучих материалов | 1979 |
|
SU876933A1 |
| Стенд для сборки, сварки и рулонирования стальных сферических оболочек | 1975 |
|
SU522935A1 |
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| Способ изготовления заготовок днища и кровли | 1982 |
|
SU1026907A1 |
| Установка для изготовления ковров из рулонных термопластичных материалов | 1980 |
|
SU952639A1 |
| Способ изготовления блока цилиндрической части корпуса судна | 1982 |
|
SU1050955A1 |