1
Иаобретелие относится к объемяюй шта.м1ПО(В1ке и может быть июпользоваио для получения цили1НДрИ чеакИ:Х деталей с влутрел-иним Оребрбни€м 1ИЗ гладкостениых aairoTOBOiK из цветмыл .металлов и их оплавов.
Б И31вест1}1ых устройствах а1нал10.г.ично.по ;па.значеишя дефюрмлровани-е исходной гладкостешюй заготовки и превращение ее IB рельефную деталь происходит под действием KOiHта1КТ1П:Ы1Х напряжений, 1В031ВИ1ка11Ощих м.ежду разборНОЙ 01пра:в1кой, .расширяющейся от награва, и кольцбвы.м .контейнером.
Для научала работы разборяая 01пра;в1ка с надетой на «ее заготовкой, йме,Ю|Щей кодгнат«уЮ те1М1П€ратуру, заводятся внутрь кольцевого ко1нтей|нер,а . Телшература последнего близка 1К верхней температуре штам1п01ВОЧН01го интервала, реКОМендованн.ого для даашого опла.ва.
Однако эти устройства .характеризуются теМ, что для заве.де«ия оправки с иадетой на нее цилиндрической з-аготовкой внутрь кольцевого КО1Нтейнера .необходим монтажн.ый зазор. Этот з.а;зор лотлощает часть приращения диа.метра оправки, вызванного ее твпловы1М расшир|бнием, без осуществления деформ ащиИ за|готов.к.и.
Вели1ЧИ|на действуЮ|Щ€ГО KOHTaiKTHioro давуТениЯ, вознИ1кающего между оправкой и. ко«тейнером, находится в прямой зависимости от -натяга 1между .
Натяг но достижении опрашкой те Mine р а туры 450°С без учета деформации заготовки МОЖ1НО 1подсчитать но формуле:
Ораб AD, - Z,
где
браб - .рабо1чий наГяг,
ADi - увели.ч.енне диаметра оправки .при нагреве,
Z - монтажный зазОр.
Для приводимого примера числовые значения будут браб 5-1,,5 мм.
Видно, что мо;нтажный зазор поглощает значительную часть натяга между онравкой и контейнером, снижая действующие удельные давления пропорционально величине отношения
3,5
рай
5,0
ADi
Для звеличения -степени дефорлтации за. одип переход, вели чения диа1пазона раз1меpoiB оформляемого рельефа (увеличения высотЫ ребер), повышен.ия дейст вующего «онTaiKTHoro давления, улучщения четкости- рельефа требуется павысить натяг между оправ1К10Й и контейнером, не изменя.я геометриче0 окого размера заготовки DI коэффициента
ли1нейно го расширбния мате,рИ:ала оправки и коиечйой т€М1П€;ратуры 1иаГрева отращкл.
Требуется .с.оздать конструкцию, чтобы в установке, подготовлепиой к работе, когда оЛрав ка заведена в (кольадш.ой 1ко1НТ|еЙ1№ер, мЮНтаж ный зазОр Z был бы сведен к минимуму.
Для этоло устройство С1на1бжано относительЕО- то1на осте.на1Ы1М кольцом, ларужиая noiBiepx«ость |КОТоро-Г:0 выполявна конусной, сопряженяой с внутренней пове-рхностыо кольцаво-ло контейнера, которая также .выстолнана конуоной. Угол конуса, который inp« конкрет1НЫ Х условиях прсссова;нЩ|Я являетС.я caiMOTOipмозЯЩЩ-МСя, прИ|Нима.ется равным 8-10.
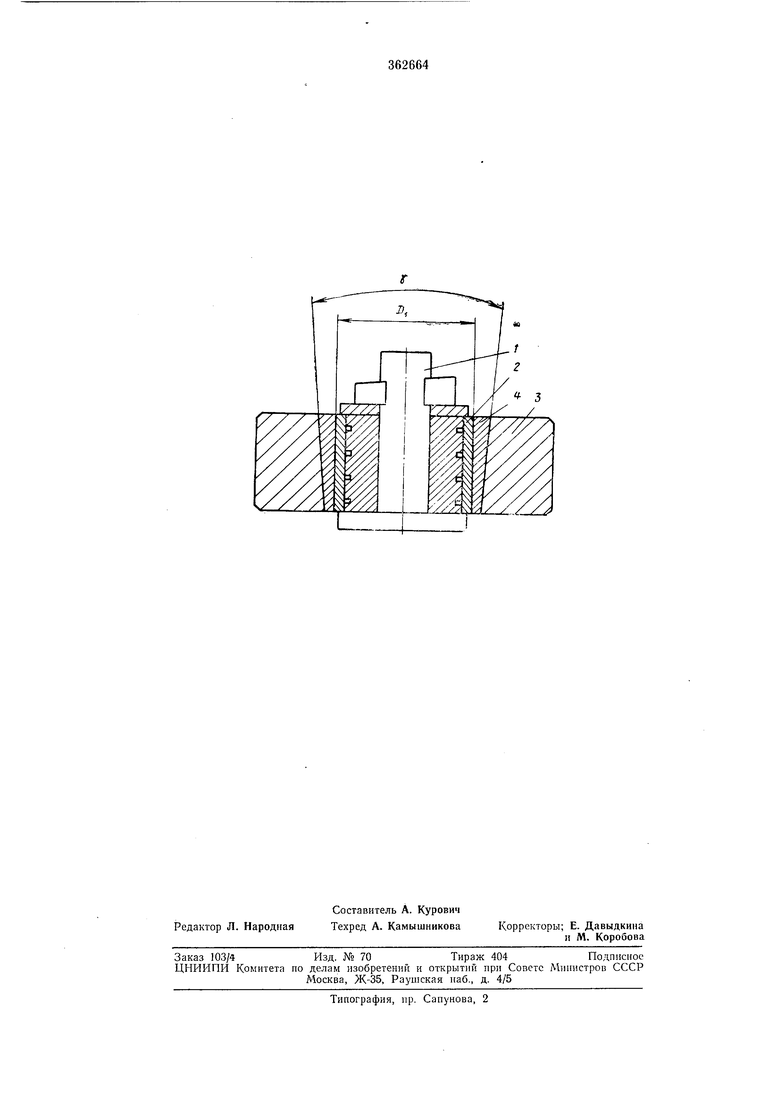
На чертеж-е И3:0:бражен0 Нредлагаемое устройство.
Оправка 1 выполнена разборной для обеспечения съема с нее отнрессоваплюй детали с внутреннл м рельефом.
Рельеф онравки отображлет тот рельеф, который должна иметь штамлуемая деталь.
Заготов1ка 2, нред|СтавлЯ1Ю|ща1Я собой кольцевую деталь, нлотно надета aia оирав1ку(. Кольце1вой контейнер 3 вЫ|НОл«ен в влде массивного кольца или мнолослойны М.
Тонкосте.нное кольцо 4 И:злото влен0 из шт.а,М1Повой стали, наружная поверхность ело коническая. Утол конуса у равен 8-10°. Внутренняя поверхность кольца цилвндрИЧ(еская. При ко/мнатной температуре внутренний диаметр кольца меньше наружного диаметра залотовки.
Работа устройства нрОИ ЗВ10дится в следующей последователыности. Первоначально температура юправкЕ с надетой на нее заготовкой и тонкостенного кольца,, равна 20°С.
Прн этом внутренний диа:метр кольца 4 меньше наружного диаметра залотовкн.
ПоДолрав тонкостенного колыца прОИввод.ится до тематературы, при которой его 1ВНутренний горячий pasMiep превысит наружный размер детали на велнчпну лионтагюноло зазора. .Пасрев кольца производится в печи, или :каком-л«бо другом налревательном устройстве.
Кольцо охла1ЖДается до состОЯння, пр.и коTopOiM температура его, оправки и залотогакн станет .равной 20°С.
При этом колицо надето на заготовку плотно без зазора. Далее пакет, собранный .из оправки, заготсики и кольца, помеш;ается внутрь кольцеволо контейнера. Контейнер в
этот момент и в течение всего цикла ра1боты нагрет до оптимальной температуры - порядка 450°С.
Фи1ксируясь В ко.нтей:нере л о ко нн ч едко и поверхности, кольцо садится в него плотно, без
зазюра.
Далее ЦрШсходит нагрев холодных элементов установки до температуры порядка 450° С. Т0чна1Я :велИ|Ч,И1На темнератур-ы определяется ре1КО;мендациям.и для каждого конкретного
сплава,.
Оправка, 1агреваясь, увеличит свой диаметральный размер. Возни1Ка1Ют контактные давления. Под их воздействием заготовка будет затекать в рельеф оправки, 1пре1вращая1сь в
шта.мпованную деталь. По достижении -оправкой заданной температуры выключают нагрев и включают охлаждение оправки. Прог пуакааот ноток воды через вьшолненные IB о;правке отверстия. Охлаждаясь до температуры
2,0°С, onp.aiBiKa уме;ньшает свой диаметральный paisMep до исходного. Оправку с о-тпресоованаюй деталью извлекают из кольца. Потоком воды охлаждают внутреннюю поверхность кольца, оно уменьшает свои диаметральные размеры и может быть извлечено 1из 1КОЛ вцев oiro кон те Й1Н е р а.
Предмет н з о б р е т е н и я
Устройство для нрессо1ва1ни.я цилиядр.ич-еакнх обечаек с внутренни.м рельефом, содержащее нагреваемую разборную онравку с
рельефом па 1гаружной поверхности и кольцевой ко1птей|нер, охватьпвающий заготовку, отличающееся тем, что, с целью возможности увеличения степени деформации, внутренняя по1вер.ность -контейнера выполпена ко1пичеОКОЙ, а иМСЖду заготовкой и контейнером плотно установлено кольцо, на-ружная поверхность 1котороло вьиполнана .конической ic той же величиной конусности, что и внутренняя поверхность контейнера.
| название | год | авторы | номер документа |
|---|---|---|---|
| Термический пресс | 1976 |
|
SU601180A1 |
| Термический пресс | 1975 |
|
SU530811A1 |
| Термический пресс | 1985 |
|
SU1320079A1 |
| Способ изготовления рельефных деталей | 1961 |
|
SU151186A1 |
| Термический пресс | 1981 |
|
SU996229A1 |
| Термоупругий пресс | 1989 |
|
SU1676824A1 |
| СПОСОБ ПРАВКИ КОЛЬЦЕВЫХ ДЕТАЛЕЙ | 1969 |
|
SU245825A1 |
| СТАНОК ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1971 |
|
SU312883A1 |
| Термический пресс | 1977 |
|
SU670464A1 |
| Способ гидростатического деформирования профильных изделий из трубных заготовок | 1988 |
|
SU1655589A1 |