1
Изобретение охиосится к облает} измерительной техники, а именно, к конструкциям полуавтоматов для контроля и сортировки деталей.
Известны полуавтоматы для контроля и сортировки упругих пластин ло толщине, содержаи1,ие измерительную головку с датчиком, горизонталыный траиопортный диск со сменными приоиособлениями для устаиозки контролируемых пластин, стол для ручной загрузки транспортного диска, блок памяти и сортировочное устройство € электромагнитными клапанами. Одна1ко указанные полуавтоматы имеют недостаточную точность контроля, надежность и длительное время наладки.
В предлагаемоМ полуа втомате каждое приспособление траиспортно.ГО диска выполнено 3 виде авух установленных одна на другой илИто.к, верхняя из которых имеет гнездо по форме и размерам контролируемой пластины, нижняя - шневматические сопла под гнездом верхней плитки, включаемые клапанами сортировочиого устройства, а суммарная толщина плиток постоянна. Эти приспособлевия снабжены механизмами деформации пластин, например, набором нагруженных пружинами вертикально вниз штоков равной длины с плоскими торцами, воздействующими последовательно один за другим на датчик измерительной .головки.
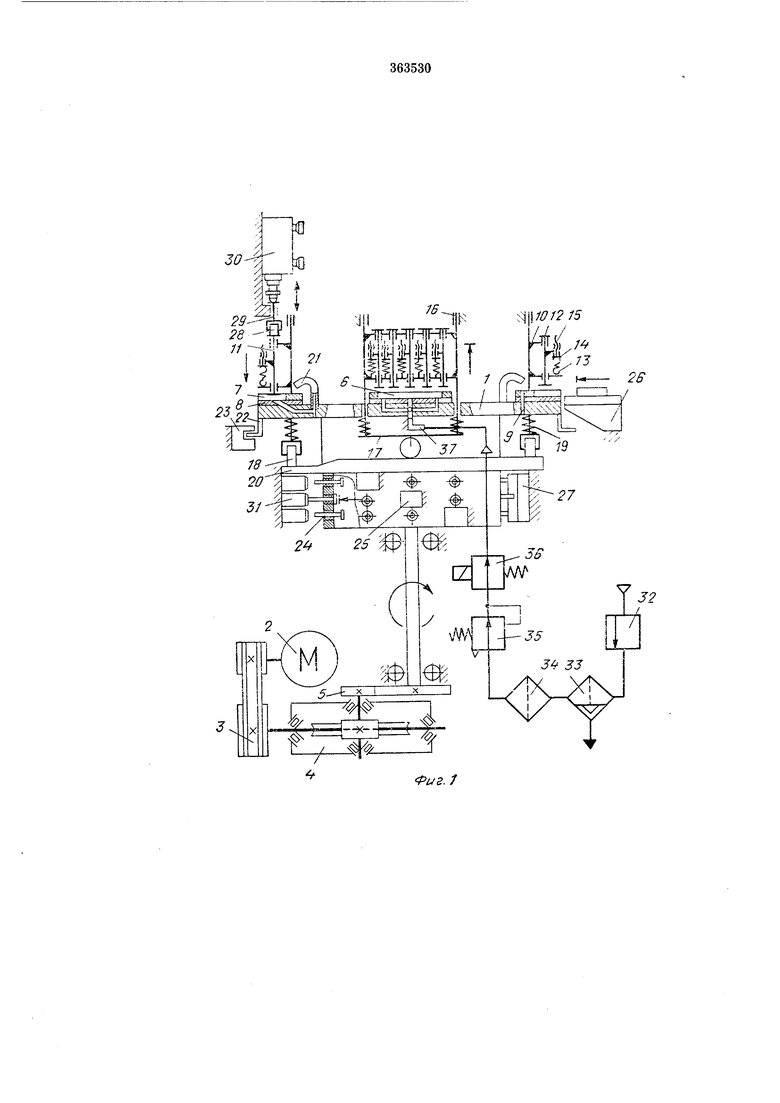
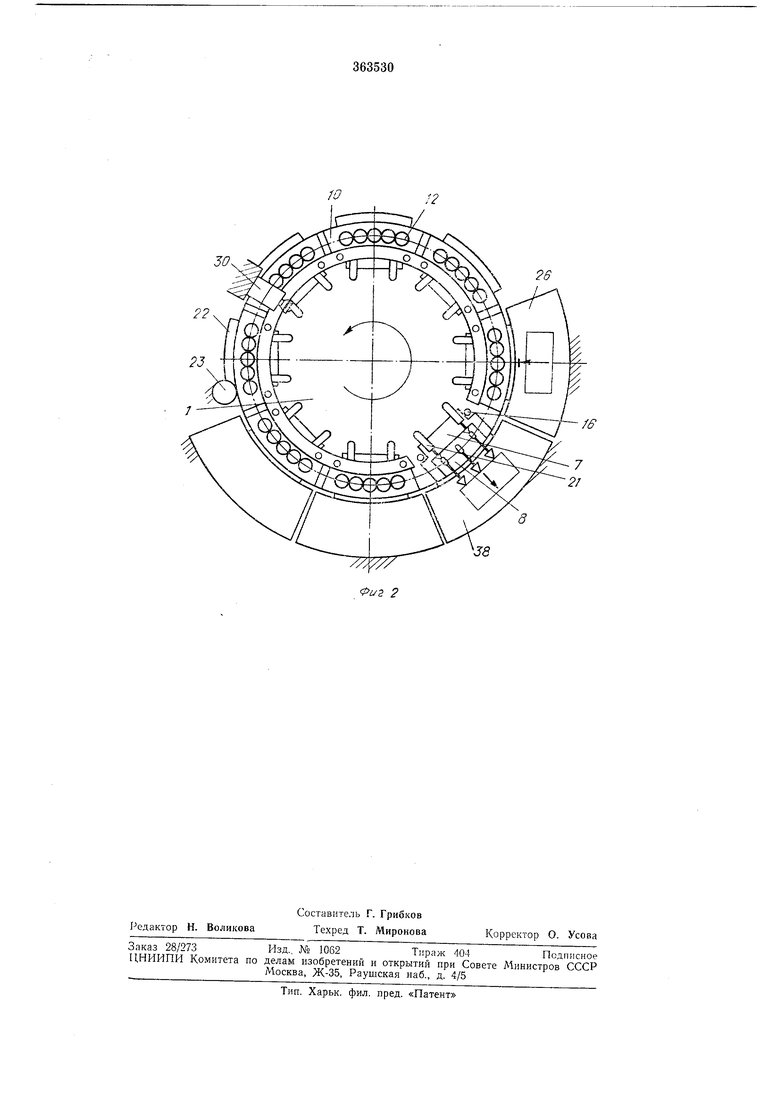
На фиг. 1 схематически изображен предлагаемый полуавтомат; общий вид; на фиг. 2 - его горизонтальный транспортный дис.к. В.ИД сверху.
5 Полуавтомат содержит горизонтальный траиспортный диск /, вращение которому передается от электродвигателя 2 через клиноременную передачу 3, червячный редуктор 4 и зубчатую передачу 5.
Транспортный диск } содерн ит сменные приспособления 6 для установки .контролируемых пластин, выполненные в виде плиток. Верхняя плитка 7 имеет гнездо по форме и размерам контролируемой пластины, нижняя
5 S - пиевматические сопла под гнездом плитки 7. Точг1ое кз; имнсе положение плиток обеспечивается при помопхи направляющих щтифтов 9. Каждому типоразмеру контролируемых пластин соответствует определенный
0 набор приспособлеи1 Й (, причем суммарная толщина плиток - постоянная.
Приспособления 6 снабжены механизмами деформаци пластин, выполненных в виде обоймы 10 со штоками 11 с плоскими торцаэ ми, оканчпвающ41мися тарелками 12. Штоки 11 перемещаются верт псально в иаправляющих втулках обоймы 10 под действием пружин 13, усилия которых регу.Л1ируются винтом 14 и гайкой 15. Штоки 11 расположены в
обойме 10 по окружности диска /. Обойма 10
связана через штанги 16 с коромыслом 17, несущим ролик /5, который прижат пружинами 19 к неподвижной коаирной плите 20.
На каж|до-м приспособлении 6 расположены по две трубки - сопла 21, а в салшм диске / выполнены приемные отверст1ия и каналы ДЛ|Я подвода воздуха к приспособлениям и црубкам-соплам 21. Фла;ККи 22 предназначены для включения и отключения питалия на измерительную головку при помощи бесконтактного включателя 23. В гнездах диска / под каждым приспособлением 6 расположены штоки 24, управляющие бесконтактными выключателями 25. Пластины подготавливаются к загрузке на столе 26 для ручной затрузки диска /. Неподви жный клин 27 осуществляет возврат щтоков 24 в исходное положение. Измерительная голо1вка состоит нз изамерительного ролика 28 со штоком 29 и электроко.нтактного датчика 30.
Включение и выключение питания датчика 30 Происходит при помоши флажка 22 и включателя 23 в моменты входа ролика 28 на первую тарелку 12 и схода его с последней. Датчик 30 выдает два сигнала: «выше и «ниже номинального. Три электромагнита 31 запоминающего устройства срабатывают по сигналам от датчика 30 и выдвигают соответствующие штоки 24.
Сортировочная система со-стоит из электровентиля 32, влагоотделителя с конденсатоотводчнком 33, фильтра 34 тонкой очистки, редуктора 35 и электромагнитных клапанов 36. Каждый клапан 36 соединен с неподвижной трубкой-со1нло М 37 для подвода осу пенного и очищенного воздуха к приемным отверстиям диска 1.
Полуавтомат имеет три съемных сортировочных бункера 28: «номинальный размер, «выще номинального и «виже номинального.
Работает полуавтомат следующим образом.
Оператор устанавливает «а диск / приспособления 6, соот1ветствующие типоразмеру сортируемых пластан. На загрузочной позиции пластина, соответственно орнентированная на столике 26, подается е .приспособление 6. После поворота диска на угол 45° от загрузочнон позиции На ол1астину опускаются штоки // и нижними тарелками 12 -прижимают пластииу к базовой ооверхности приспособления 6. После поворота диска на угол 135° пластина поступает на измерительную позицию. При этом флажок 22 входит з щель в,ключателя 23, который замыкает цепь питания датчика 30 и размыкает при выходе флажка 22 из щели. Верхние тарелки 12 што.:оз 11 пробегают иод роликом 28, вызывая перемещение щтока 29 и щтока датчика 30.
В случае прохода лласпины «номинальный размер, датчик 30 сигнала не вызывает, что вызывает срабатывание электромагнита 31
«номинальный размер, который выдвигает нз гнезда соответствующий шток 24. После поворота диска / на угол 180° при набегании ролика 18 на более высокий участок копирной плиты 20 происходит подъем обоймы 10 вместе с
штоками 11 и освобождение пластины от нижних тарелок 12.
При повороте диска на угол 315° выдвинутый шток 24 ВХОДИТ в щель вклрочателя 25, который замыкает цепь питания соответствующего клапана 36. Последний через трубкусопло 37 подает воздух в ириемиое отверстие диска / на сброс иластины в бункер 38 «номинальный размер.
При Повороте стола на угол 360° приопособление 6 вновь загружается очередной пластиной.
Предмет изобретения
Полуавтомат для контроля и сортировки ynpyraix пластин по толщине, содержащий измерительную головку с датчиком, горизонтал1зиый транспортный диск со сменными приспособлениями для установки контролируемых пласт1ии, стол для ручной загрузки транспортного диска, блок памяти и сортировочное устройство с электромагяитнымИ клапа1нами, отличающийся тем, что, с целью повыщения точности контроля, надежности работы н сокращения времени наладки, каждое приспособление транспортного диска выполнено в виде двух установленных одна на другой плиток, верхняя из которых имеет гнездо по форме н размерам контролируемой иластины,
нижияя - пневматические сопла под гнездом верхней плитки, включаемые клапанами сортировочного устройства, а суммарная толщина ПЛИТ01К постоянна, и эти приспособления снабжены механизмами деформации пластин,
например, наборОМ нагруженных пружинами вертикально вниз щтоков равной длины с плоски ми торцами, воздействующими последовательно один за другим на датчик измерительиой головки.
X
F X .
;j I / /;/5 /,/
1и1и ф )5i )))
.v
т фЧцЬ И
I
.75
1Ь:.
;7СГ57 i
75
Т
/
26
J5
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для сортировки диафрагм по толщине | 1972 |
|
SU445483A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ ПРЕЦИЗИОННЫХ ДЕТАЛЕЙ | 1972 |
|
SU349202A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ СОРТИРОВКИ МНОГОГРАННЫХ ПЛАСТИН | 1969 |
|
SU257761A1 |
| Устройство для контроля и сортировки линз | 1980 |
|
SU910231A1 |
| Полуавтомат для контроля пружин сжатия | 1959 |
|
SU124142A1 |
| ПОЛУАВТОМАТ ДЛЯ КОНТРОЛЯ ПАРАМЕТРОВ ПРУЖИНСЖАТИЯ | 1972 |
|
SU328320A1 |
| Автомат для контроля деталей | 1984 |
|
SU1235556A1 |
| Контрольно-сортировочное устройство роторной линии | 1987 |
|
SU1430323A1 |
| МНОГОПОЗИЦИОННЫЙ ПОЛУАВТОМАТ ДЛЯ КОНТРОЛЯ | 1969 |
|
SU254035A1 |
| Полуавтомат для сортировки пружин сжатия | 1976 |
|
SU665957A1 |