1
Изобретение относится к области обработки металлов давлением, в частности к формообразованию обшивок и оболочек двойной кривизны из листовых заготовок способом протягивания их через формирующие элементы.
Известно устройство для формообразоваИИЯ деталей двойной кривизны, состоящее из тянущей каретки с зажимным механизмом, натяжных элементов, верхнего и нижнего формирующих элементов, придающих листовой заготовке поперечную и продольную кривизк. При этом нижний формируюодий элемент выполняет функцию по частичному перераспределению упругих напряжений и деформацип, сообщенных заготовке при изгибе в зоне формовки на верхнем формирующем элементе.
Однако при формообразовании деталей на таких установках из материалов, имеющих высокие пластические свойства, после прохождения заготовки через верхний формирующий элемент остаточные напряжения обычно недостаточны для получения заданной продольной кривизны детали.
Для получения деталей из высокопластичных материалов предлагаемое устройство снабжено дополнительным верхним элементом формирования продольной кривизны, |расположениым непосредственно за формирующим элементом с возможностью перемещения относительно последнего, при этом оба
элемента формирования продольной кривизны имеют возможность перемещения относительно элемента, формирующего ноперечную кривизну.
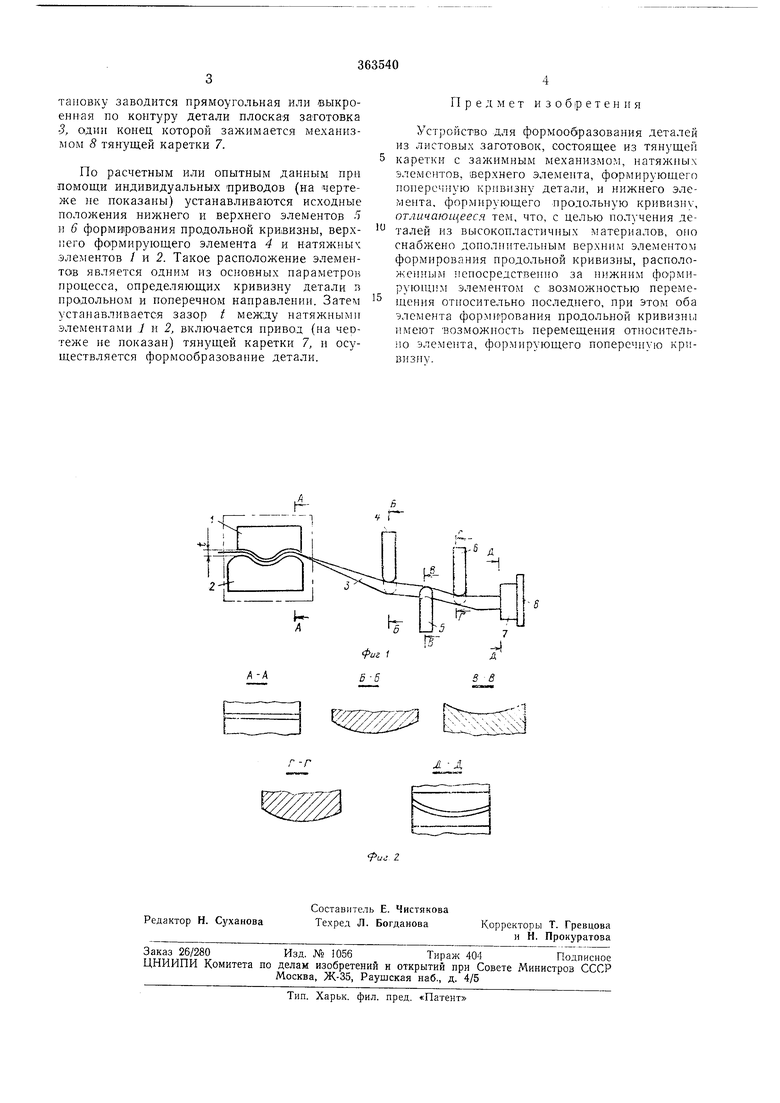
На фпг. 1 изображена схема нредлагаемого устройства; на фиг. 2 - разрезы и сечения на фиг. 1.
Устройство содержит верхний и нижний натяжные элементы / и 2, причем верхний элемент имеет возможность вертикального перемещения, что позволяет регулировать зазор t и тем самым изменять усилие натяжения заготовки 5 от О до максимума; 1верхний формирующий элемент 4, имеющий возможность вертикального перемещения; нижний и верхний элементы о н 6 регулирования продольно кривизны, каждый с возможностью вертикального и горизонтального перемещения; п тянущую каретку 7 с зажимным механизмом 5.
Устройство работает сле1Дующим образом.
На основании расчетных или опытных данных устанавливается заданный криволинейный контур по образующим верхнего формирующего элемента 4, нижнего и верхнего элементов 5 1 6 формирования продольной кривизны и на зажимном механизме 8 тянущей каретки 7.
При поднятых элементах 4 и 6, опущенном элементе 5 и раскрытом зажимном механизме 8 со стороны натяжных элементов / и 2 в установку заводится прямоугольная или выкроенная по контуру детали плоская заготовка Я один конец которой зажимается механизмом 8 тянущей каретки 7.
По расчетным или опытным данным при помощи индивидуальны х приводов (на чертеже не показаны) устанавливаются исходные положения нижнего и верхнего элементов .I и 6 формврования продольной кривизны, верх1 его формирующего элемента 4 и натяжных элементов / и 2. Такое расположение элементов является одним из основных параметров процесса, определяющих кривизну детали в продольном и поперечном направлении. Затем устанавливается зазор t между натяжными элементами 1 и 2, включается привод (на чертеже не показан) тянущей каретки 7, и осуществляется формообразование детали.
Предмет и з о б ip е т е н и я
Устройство для формообразования деталей из листовых заготовок, состоящее из тянущей каретки с зажимным механизмом, натяжных элементов, верхнего элемента, формирующего иоперсмяую кривизну детали, и нижнего элемента, формирующего продольную кривизну, отличающееся тем, что, с целью получения деталей из высокоиластичных материалов, оно снабжено дополнительным верхнилг элементом формирования продольной кривизны, расположенньв непосредственно за нижним формируюниш элементом с возможностью перемещения относительно последнего, при этом оба элемента формирования продольной кривизны имеют ВОЗМОЖНОСТЬ перемещения относительно элемента, формирующего поперечиую кривизну.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ГИБОЧНО-ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2191082C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ОБТЯЖКОЙ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ ОБОЛОЧЕК ДВОЙНОЙ КРИВИЗНЫ, ИМЕЮЩИХ ДВОЯКОВЫПУКЛУЮ ПОЛОГУЮ ФОРМУ | 2022 |
|
RU2799365C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ОБТЯЖКОЙ ТОНКОЛИСТОВЫХ ДЕТАЛЕЙ ОБОЛОЧЕК ДВОЙНОЙ КРИВИЗНЫ ДВОЯКОВЫПУКЛОЙ ФОРМЫ | 2014 |
|
RU2573859C2 |
| Способ автоматизированного формообразования оболочки переменной кривизны обтяжкой листовой заготовки | 2024 |
|
RU2838191C1 |
| Способ изготовления деталей двойной кривизны и обтяжной пресс для его осуществления | 1989 |
|
SU1690901A1 |
| СТЕНД-УСТРОЙСТВО, УСТРОЙСТВО ЗАЖИМА, МЕХАНИЗМ ЛОКАЛЬНОЙ ГИБКИ НЕМТИНА В.Ф. И СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ИЗДЕЛИЙ С ИХ ИСПОЛЬЗОВАНИЕМ | 2006 |
|
RU2320441C1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ДЕТАЛЕЙ С ЭЛЕКТРОКОНТАКТНЫМ НАГРЕВОМ ЗАГОТОВОК | 2012 |
|
RU2501623C1 |
| Станок для формообразования листовых деталей двойной кривизны | 1976 |
|
SU727271A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ДВОЙНОЙ КРИВИЗНЫ | 2004 |
|
RU2275266C2 |
| Устройство для термофиксации крупногабаритных деталей | 1979 |
|
SU854502A1 |
,:
