1
Устройство может быть использовано на 1металлургических заводах при зачистке поверхностных дефектов проката.
Известны устройства, содержащие приводные и холостые ролики, смонтированные на валах, установленных в подпружиненных подвижных опорах.
Предлагаемое устройство от известного отличается тем, что оно снабжено обоймой для приводных и холостых роликов, в пазах которых с возможностью перемещения установлены опоры валов, при этом в обоймах приводных роликов выполнены криволинейные пазы, а в обоймах холостых роликов - прямолинейные. Такое устройство обеспечивает подачу кривых заготовок.
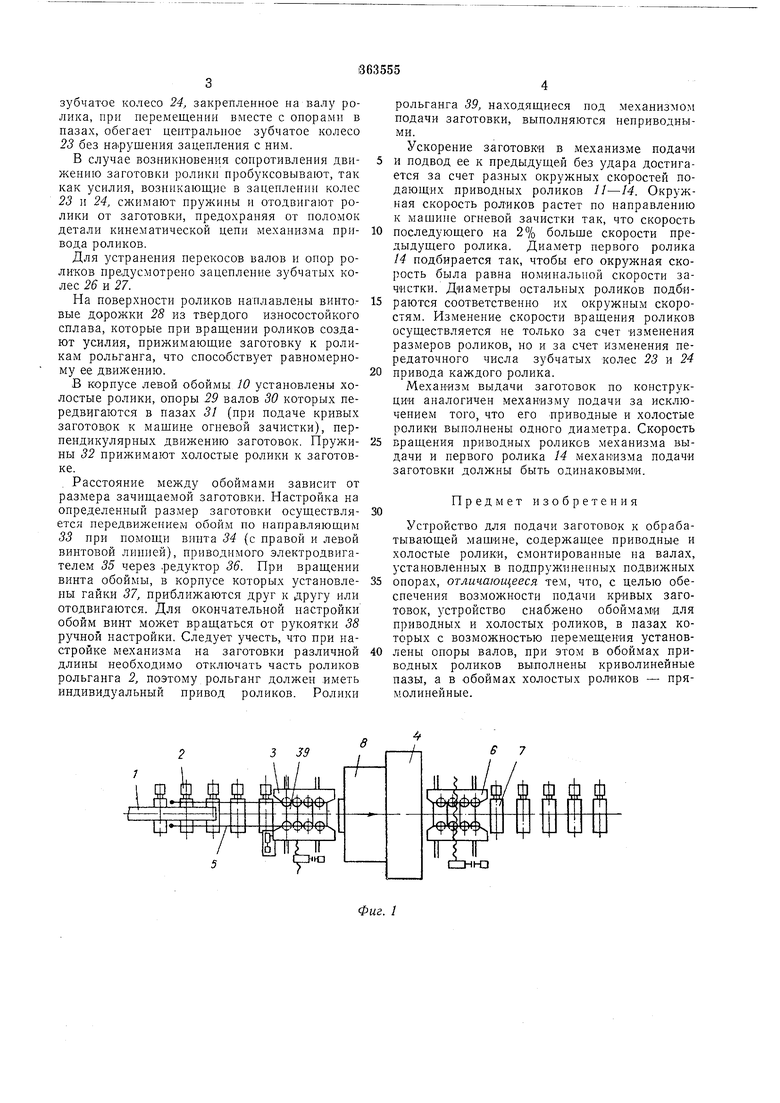
На фиг. 1 изображена схема расположения механизмов перед мащиной огневой зачистки; на фиг. 2 - схема механизма подачи заготовок в машину; на фиг. 3 - схема положения опор приводных и холостых роликов в пазах обойм; на фиг. 4 - схема расположения ведущих и холостых роликов механизма подачи. Заготовка / по транспортному рольгангу 2 с индивидуальным приводом роликов подается на механизм 3 подачи заготовок, а затем в машину 4 огневой зачистки, где удаляются поверхностные пороки. Перед .механизмом подачи заготовок при помощи линеек 5 заготовка ориентируется относительно оси машины 4.
Из мащнны огневой зачистки заготовка вытягивается при помощи механизма 6 выдачи и отводится транспортным рольгангом 7. Механизмами подачи и выдачи заготовке сообщается скорость в соответствии с технологией огневой зачистки. Образовавшиеся в результате зачистки продукты горения удаляются через зонт 8 специальным вентиляционным устройством.
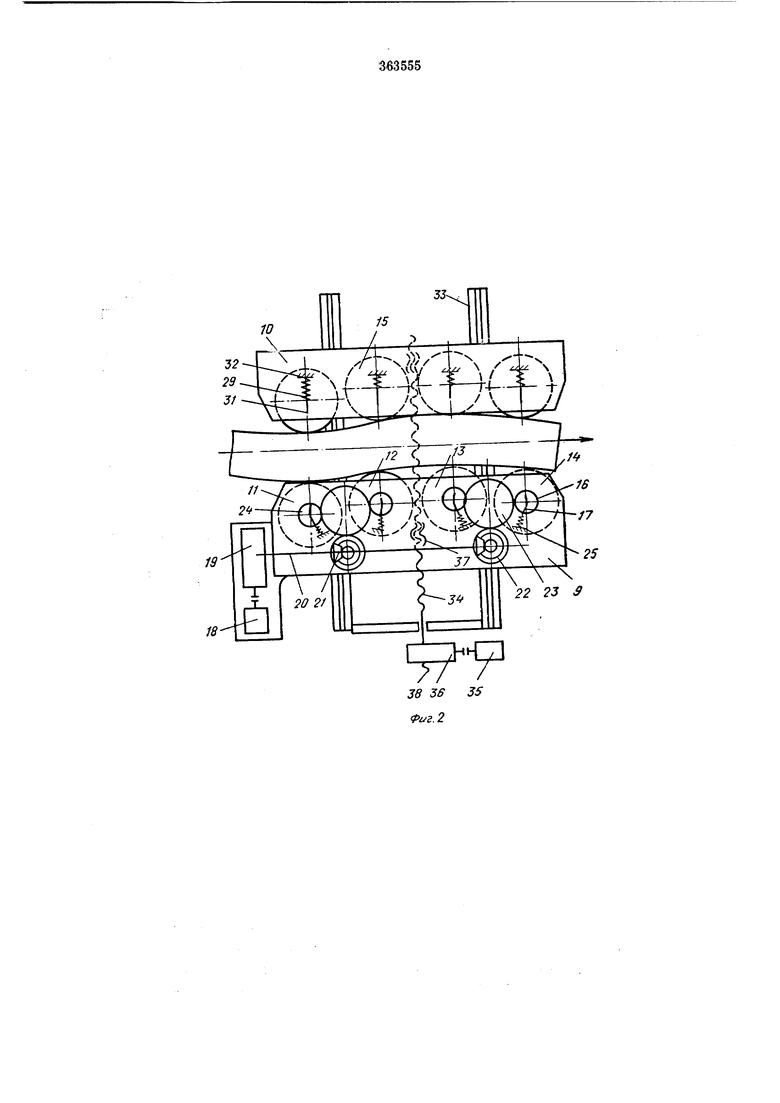
Механизм подачи состоит из правой 9 и левой 10 подвижных обойм. Каждая обой.ма имеет по четыре ролика. В правой обойме установлены приводные ролики 11-14, в левой - холостые ролики 15. Приводные ролики закреплены на валах с подвижными опорами 16, перемещающимися в криволинейных пазах 17 правой обоймы. От электродвигателя 18 через редуктор J9, вал 20, конические зубчатые передачи 21 и зубчатые колеса 22 вращение передается центральным зубчатым колесам 23. Каждое центральное колесо 23 за-, цепляется с зубчатыми колесами 24 двух приводных роликов. Приводные ролики перемещают в машине огневой зачистки кривую заготовку.
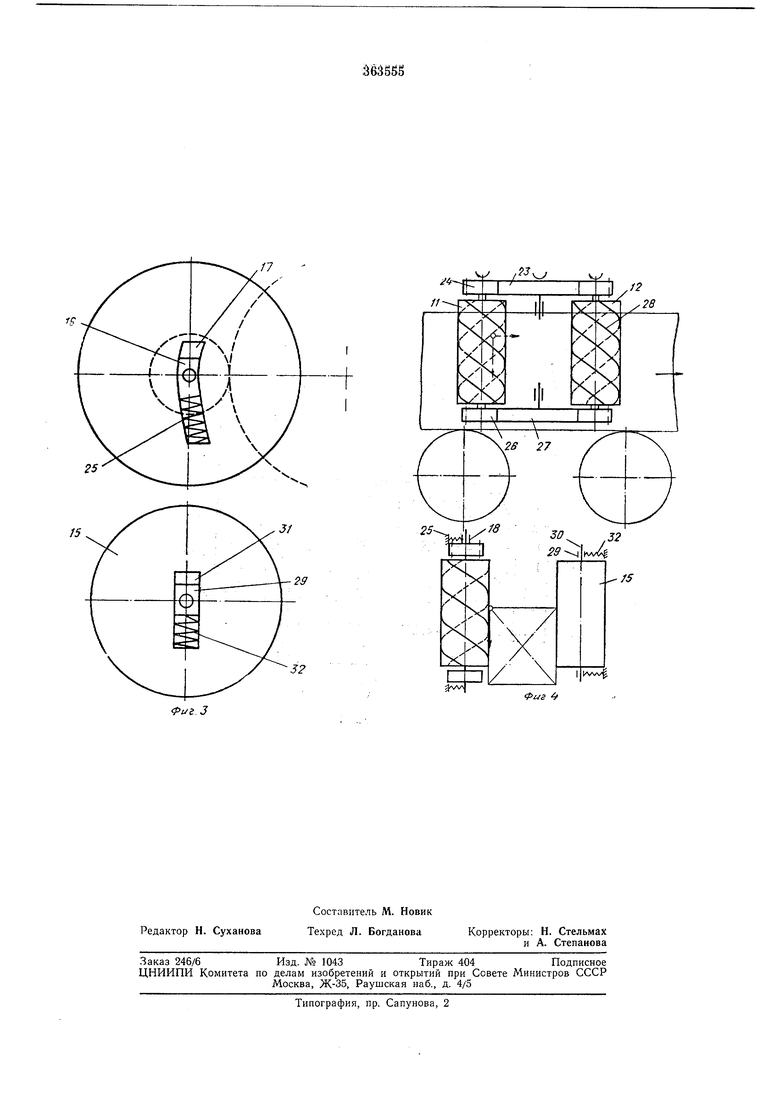
Кривизна заготовки заставляет ролик вместе с валом и опорами перемещаться в перпендикулярном ее движению направлении. Пружина 25 сжимается и опоры 16 двигаются по криволинейным пазам 17. В этом случае
зубчатое колесо 24, закрепленное на валу ролика, при перемещении вместе с опорами в пазах, обегает центральное зубчатое колесо 23 без на.рушения зацепления с ним.
В случае возникновения сопротивления движению заготовки ролики пробуксовывают, так как усилия, возникающие в зацеплении колес 23 } 24, сжимают пружины и отодвигают ролики от заготовки, предохраняя от поломок детали кинематической цепи механизма привода роликов.
Для устранения перекосов валов и опор роликов предусмотрено зацепление зубчатых колес 26 и 27.
На поверхности роликов наплавлены винтовые дорожки 28 из твердого износостойкого сплава, которые при вращении роликов создают усилия, прижимающие заготовку к роликам рольганга, что способствует равномерному ее движению.
В корпусе левой обоймы 10 установлены холостые ролики, опоры 29 валов 30 которых передвигаются в пазах 31 (при подаче кривых заготовок к мащине огневой зачистки), перпендикулярных движению заготовок. Пружины 32 прижимают холостые ролики к заготовке.
. Расстояние между обоймами зависит от размера зачищаемой заготовки. Настройка на определенный размер заготовки осуществляется передвижением обойм по направляющим 33 при помощи вннта 34 (с правой и левой винтовой линией), приводимого электродвигателем 35 через .редуктор 36. При вращении винта обоймы, в корпусе которых установлены гайки 37, приближаются друг к другу или отодвигаются. Для окончательной настройки обойм винт может вращаться от рукоятки 38 ручной настройки. Следует учесть, что при настройке механизма на заготовки различной длины необходимо отключать часть роликов рольганга 2, поэтому рольганг должен .иметь индивидуальный привод роликов. Ролики
рольганга 39, находящиеся под механизмом подачи заготовки, выполняются неприводными.
Ускорение заготовки в механизме подач-и 5 и подвод ее к предыдущей без удара достигается за счет разных окружных скоростей подающих приводных роликов 11-14. Окружная скорость роликов растет по направлению к машине огневой зачистки так, что скорость
0 последующего на 2% больще скорости предыдущего ролика. Диа.метр первого ролика 14 подбирается так, чтобы его окружная скорость была равна номинальной скорости зачистки. Диаметры остальных роликов нодби5 раются соответственно их окружным скоростям. Изменение скорости вращения роликов осуществляется не только за счет изменения размеров роликов, но и за счет изменения передаточного числа зубчатых колес 23 и 24
0 привода каждого ролика.
Механизм выдачи заготовок по конструкции аналогичен механизму подачи за исключением того, что его приводные и холостые ролики выполнены одного диаметра. Скорость
5 вращения приводных роликов механизма выдачи и первого ролика 14 механизма подачи заготовки должны быть одинаковыми.
Предмет изобретения
Устройство для подачи заготовок к обрабатывающей мащине, содержащее приводные и холостые ролики, смонтированные на валах, установленных в подпружиненных подвижных
опорах, отличающееся тем, что, с целью обеспечения возможности подачи кривых заготовок, устройство снабжено обоймами для приводных и холостых роликов, в пазах которых с возможностью перемещения установлены оноры валов, при этом в обоймах приводных роликов выполнены криволинейные пазы, а в обоймах холостых роликов - прямолинейные.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Линия резки труб | 1984 |
|
SU1220235A1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ТРУБ И ОБОЛОЧЕК БОЛЬШОГО ДИАМЕТРА | 1992 |
|
RU2030935C1 |
| ВОЛОЧИЛЬНЫЙ СТАН для ВОЛОЧЕНИЯ сплошныхи полых ПРОФИЛЕЙ | 1968 |
|
SU212964A1 |
| Устройство для обработки и отрезки труб | 1976 |
|
SU617183A1 |
| МАШИНА ДЛЯ ОГНЕВОЙ ЗАЧИСТКИ ГОРЯЧЕГО МЕТАЛЛА В ПОТОКЕ ОБЖИМНОГО СТАНА | 1973 |
|
SU405617A1 |
| Машина для огневой зачистки горячего металла в потоке обжимного стана | 1961 |
|
SU143364A1 |
| Установка для воздушно-плазменной резки труб на заготовки | 1980 |
|
SU941108A1 |
| ЛЯ БИБЛИОТЕХЛ | 1970 |
|
SU272011A1 |
| УСТРОЙСТВО для СБОРКИ под СВАРКУ БАЛОК ТАВРОВОГО СЕЧЕНИЯ | 1971 |
|
SU305033A1 |
3 39
ю
В 7
ННЗ
10
18
7f
38 зе 35
/7
15
32
Уфу ,
а
Фиг 4
