Изобретение относится к области станкостроения, а именно к технологическому оборудованию для автоматической сборки резьбовых соединений.
Известны устройства для сборки резьбовых соединений, снабженные сборочными механизмами и автоматическими загрузочными устройствами, выполненными в виде лотков по числу собираемых деталей и толкателя, подающего одну из деталей на сборку. Известное устройст.во не обеспечивает автоматического удаления готового комплекта из зоны сборки.
Предложенное устройство не имеет этого недостатка, так как оно снабжено сбрасывателем готовых комплектов, смонтированным на толкателе и выполненным в виде шарнирного механизма, одним звеном которого является насадка для установки в ней базовой детали, соединенная посредством шарнирной серьги с другим звеном механизма - собачкой, взаимодействующей с качающимся упором, расположенным на станине.
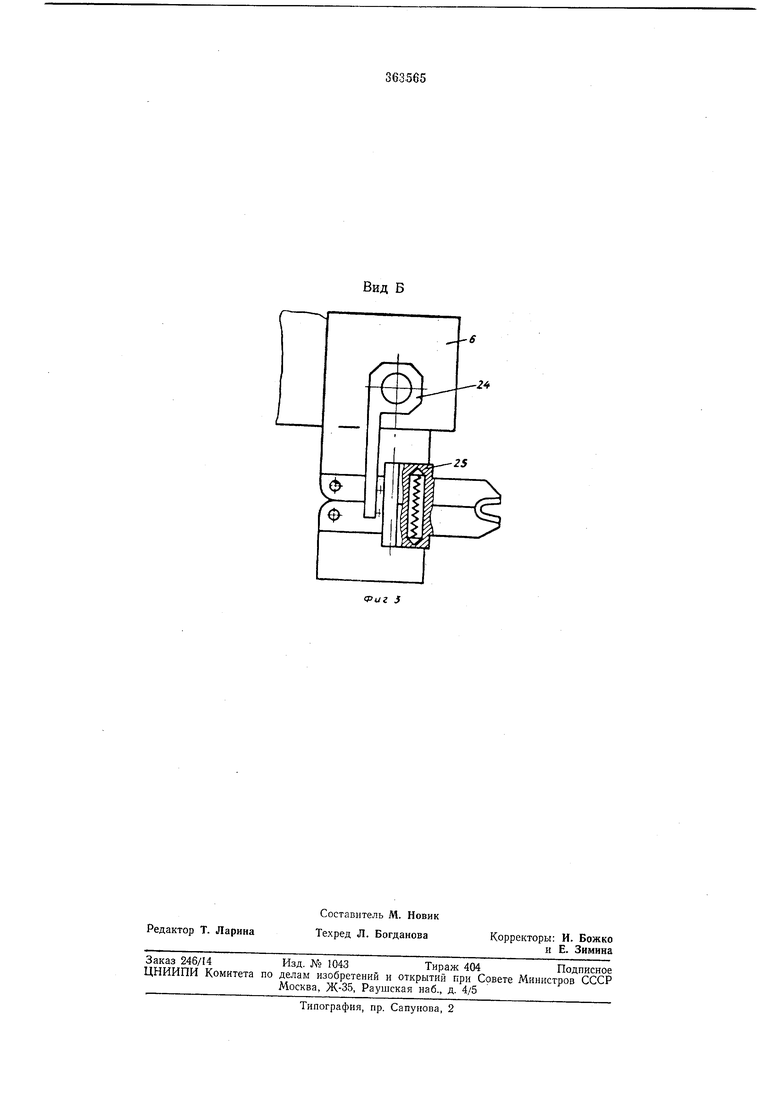
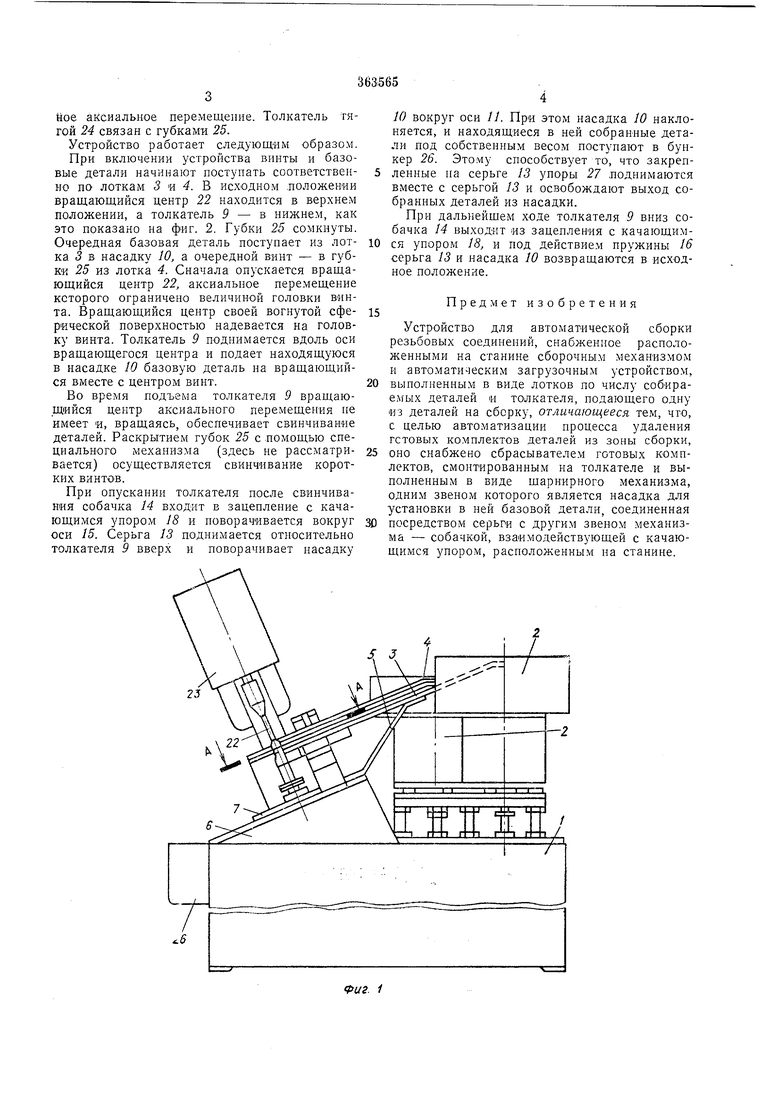
На фиг. 1 изображено описываемое устройство, вид сбоку; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3- вид по стрелке Б на фиг. 2.
На станине / установлены два вибробункера 2 с наклонными лотками 3 т 4 для подачи
собираемых деталей. Лотки 3 Е 4 кронштейнами 5 прикреплены к корпусу 6, на котором смонтированы средства для базирования собираемых деталей во время сборки. Лотки 3 и 4 смонтированы параллельно несущей плите 7 корпуса 6. В отверстии плиты 7 установлена направляющая втулка 8, через которую пропущен толкатель 9 подачи базовой детали на сопрягаемый с нею винт.
Сбрасыватель готовых комплектов расположен на верхнем конце толкателя 9. Сбрасыватель включает в себя насадку 10, один конец которой осью 11 соединен с толкателем, а другой осью 12 - с серьгой 13, которая связана с толкателем при помощи храповой собачки 14, посаженной на ось 15 толкателя. Таким образом, сбрасыватель шарнирно соединен с толкателем. Серьга 13 пружиной 16 поджата к упору 17 толкателя Я
установленного перпендикулярно к лоткам 3 и 4. На траектории перемещения собачки 14 размещен качающийся упор 18, смонтированный на корпусе посредством оси 19 и поджатый пружиной 20 к упору 21. Соосно с толкателем 9, т. е. также перпендикулярно лоткам 3 и 4, смонтировано средство для базирования винта во время его завинчивания в базовую деталь, выполненное в виде вращающегося центра 22, снабженного индивидуальным приводом и имеющего ограниченtioe аксиальное перемещение. Толкатель гягой 24 связан с губками 25.
Устройство работает следующим образом.
При включении устройства винты и базовые детали начинают поступать соответственно но лоткам 3 4. Е исходном .положении вращающийся центр 22 находится в верхнем положении, а толкатель 9 - в нижнем, как это показано на фиг. 2. Губки 25 сомкнуты. Очередная базовая деталь поступает из лотка 5 в насадку 10, а очередной винт - в губки 25 из лотка 4. Сначала опускается вращающийся центр 22, аксиальное пере.мещение которого ограничено величиной головки винта. Вращающийся центр своей вогнутой сферической поверхностью надевается на головку винта. Толкатель 9 поднимается вдоль оси вращающегося центра и подает находящуюся в насадке 10 базовую деталь на вращающийся вместе с центром винт.
Во время подъема толкателя 9 вращающийся центр аксиального перемещения не имеет и, вращаясь, обеспечивает свинчивание деталей. Раскрытием губок 25 с .помощью специального механизма (здесь не рассматривается) осуществляется свинчивание коротких винтов.
При опускании толкателя после свинчивания собачка 14 входит в зацепление с качающимся упором 18 и поворачивается вокруг оси 15. Серьга 13 поднимается относительно толкателя 9 вверх и поворачивает насадку
10 вокруг оси и. При этом насадка 10 наклоняется, и находящиеся в ней собранные детали под собственным весом поступают в бункер 26. Этому способствует то, что закрепленные на серьге 13 упоры 27 .поднимаются вместе с серьгой 13 и освобождают выход собранных деталей из насадки.
При дальнейщем ходе толкателя 9 вниз собачка 14 выходит из зацепления с качающимся упором 18, и под действием пружины 16 серьга 13 и насадка 10 возвращаются в исходное положение.
Предмет изобретения
Устройство для автоматической сборки резьбовых соединений, снабженное расположенными на станине сборочным механизмом и автоматическим загрузочным устройством,
выполненным в виде лотков по числу собираемых деталей и толкателя, подающего одну из деталей на сборку, отличающееся тем, что, с целью автоматизации процесса удаления гстовых комплектов деталей из зоны сборки,
оно снабжено сбрасывателем готовых комплектов, смонтированным на толкателе и выполненным в виде щарнирного механизма, одним звеном которого является насадка .для установки в ней базовой детали, соединенная
посредством серьги с другим звеном механизма - собачкой, взаимодействующей с качающимся упором, расположенным на станине.
фиг. 2
Вид Б
24
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ НАПИЛЬНИКОВ | 1971 |
|
SU426735A1 |
| Устройство для сборки резьбовых соединений | 1984 |
|
SU1184640A1 |
| Устройство для сборки деталей | 1972 |
|
SU440232A1 |
| Устройство для сборки комплекта деталей | 1987 |
|
SU1504054A1 |
| АВТОМАТ ДЛЯ СБОРКИ ВЕНТИЛЕЙ ТРУБОПРОВОДОВ | 1972 |
|
SU338346A1 |
| Станок для сборки | 1983 |
|
SU1328139A1 |
| Резьбонакатной полуавтомат | 1988 |
|
SU1625568A1 |
| МНОГОПОЗИЦИОННЫЙ АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1972 |
|
SU435915A1 |
| Устройство для автоматической сборки деталей | 1972 |
|
SU441130A1 |
| Устройство для подачи штучных заготовок | 1988 |
|
SU1669618A1 |