1
Известны, устройства для сборки деталей, содержащие смонтированные на станине загрузочный механизм с наклонным лотком и механизм для установки одной детали в другую.
Такие устройства не обеспечивают сборку деталей типа вагонных амортизаторов, содержащих одна в другой две пружины.
В описываемом устройстве этот недостаток устранен за счет того, что оно снабжено механизмом связки установленных одна в другую пружин, смонтированным на станине у выхода из лотка с возможностью вращения вокруг своей оси и выполненным в виде опрокидывающегося бункера и расположенного по обе стороны от его оси бунта с проволокой и узла подачи ее, протягивающего проволоку между бункером и лотком, а также смонтированного на станине по оси бункера над лотком подвижного ножа, отсекающего проволоку после связки пружин; а механизм установки пружин одна в другую выполнен в виде пневмоцилиндра двойного действия с подвижным корпусом, на котором установлена втулка с уступом на внутренней поверхности, заходящим за один из двух выступов, предусмотренных на корпусе цилиндра, воздействующая на торец одной из пружин, при этом цилиндр смонтирован в обойме, жестко закрепленной
на станине и снабженной фиксаторами хода втулки.
Вагонный амортизатор состоит из наружной и внутренней пружин, вставленных одна в другую, связанных проволокой и маркированных.
Длина наружной и внутренней пружин комплекта должна отличаться не более чем на 3 мм.
Допуск на длину каждой
пружины равен 9 мм (+7, --2 мм).
Поэтому замеряют длину всех пружин и разделяют их на три группы с допуском по длине в каждой группе 3 мм.
Отклонения пружин по длине: 1-я группа
+ 7
мм
-4 мм
2-я группа + 4 мм
-1 мм 3-я группа
+ 1 мм
- 2 мм
После этого наружные и внутренние пружины соответствующих групп собираются, т. е. вставляются одна в другую, связываются проволокой и маркируются.
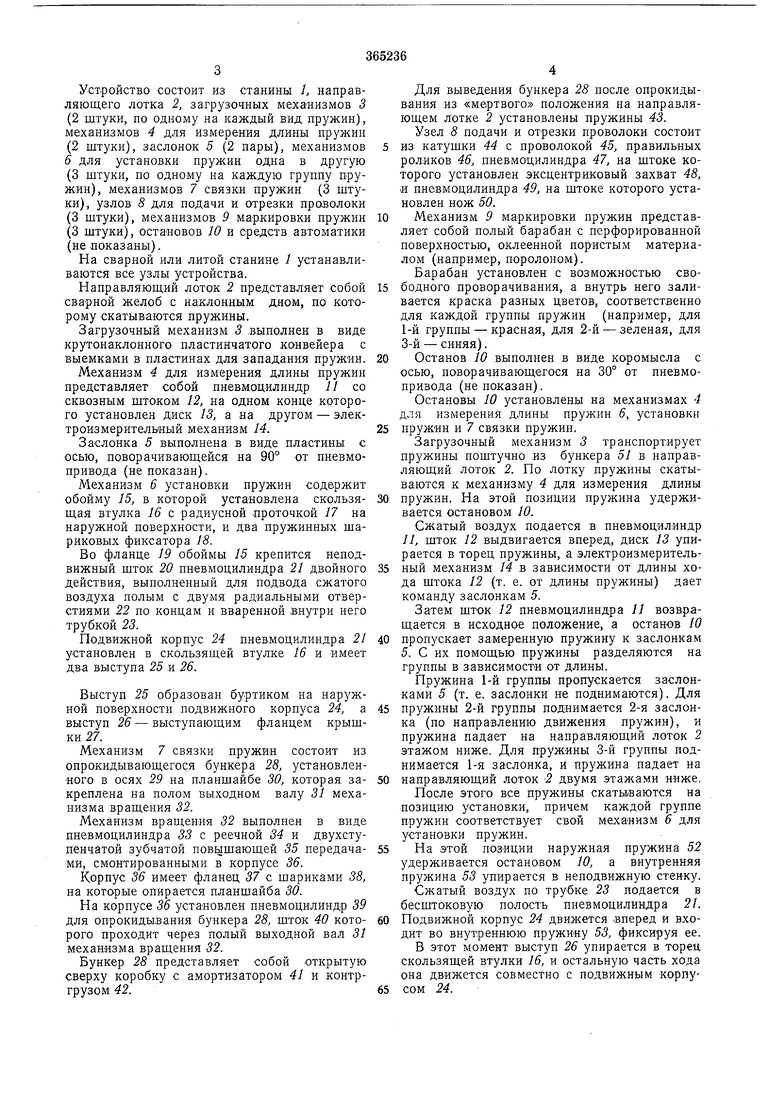
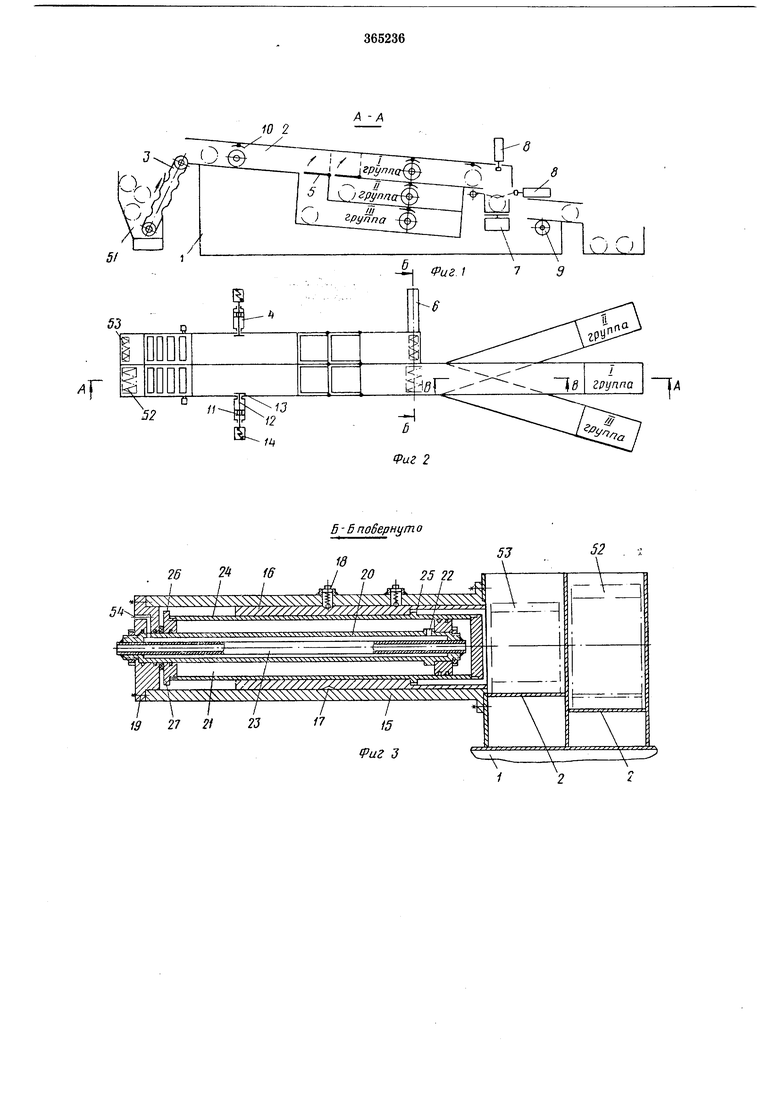
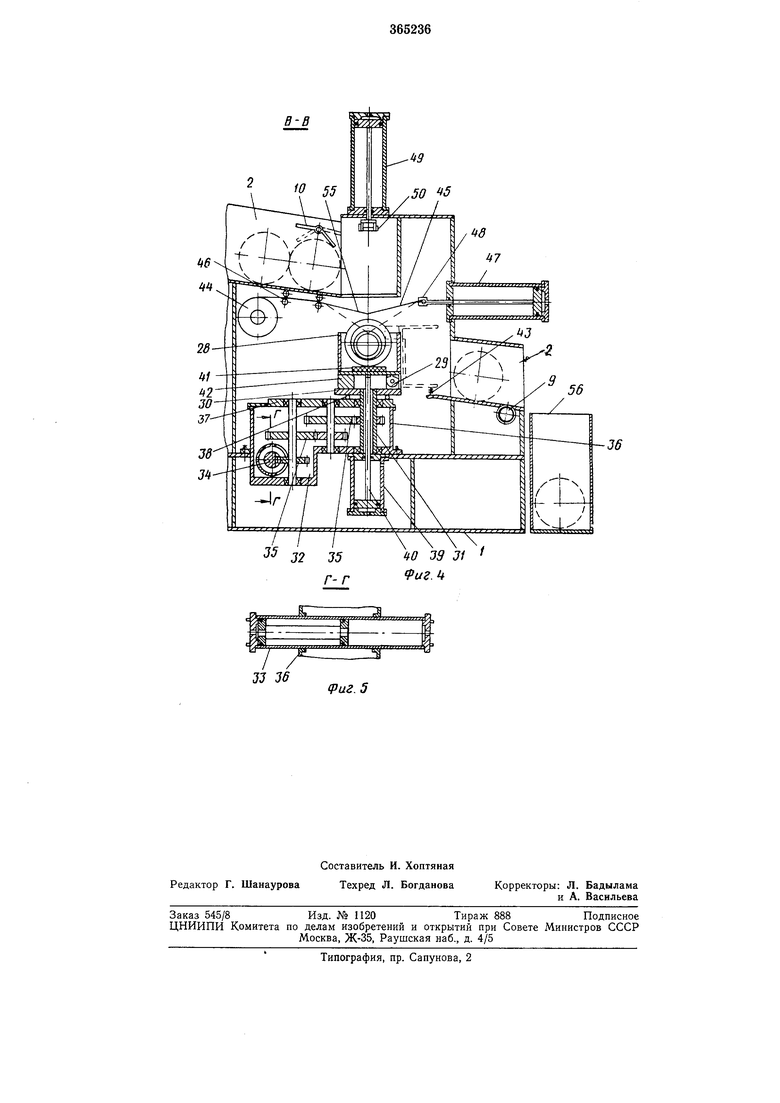
На фиг. 1 дан продольный разрез устройства; на фиг. 2 - устройство в плане; на фиг. 3--разрез по Б-Б на фиг. 2; на фиг.4- разрез по В-В на фиг. 2; на фиг. 5-разрез по Г-Г на фиг. 4.
Устройство состоит из станины 1, направляющего лотка 2, загрузочных механизмов 3 (2 штуки, по одному на каждый вид пружин), механизмов 4 для измерения длины пружин (2 штуки), заслонок 5 (2 пары), механизмов 6 для установки пружин одна в другую (3 штуки, по одному на каждую группу пружин), механизмов 7 связки пружин (3 штуки), узлов 8 для подачи и отрезки проволоки (3 штуки), механизмов 9 маркировки пружин (3 штуки), остановов 10 и средств автоматики (не показаны).
На сварной или литой станине / устанавливаются все узлы устройства.
Направляюш,ий лоток 2 представляет собой сварной желоб с наклонным дном, по которому скатываются пружины.
Загрузочный механизм 3 .выполнен в виде крутонаклонного пластинчатого конвейера с выемками в пластинах для западания пружин.
Механизм 4 для измерения длины пружин представляет собой пневмоцилиндр 11 со сквозным штоком 12, на одном конце которого установлен диск 13, а на другом - электроизмерительный механизм 14.
Заслонка 5 выполнена в виде пластины с осью, поворачивающейся на 90° от пневмопривода (не показан).
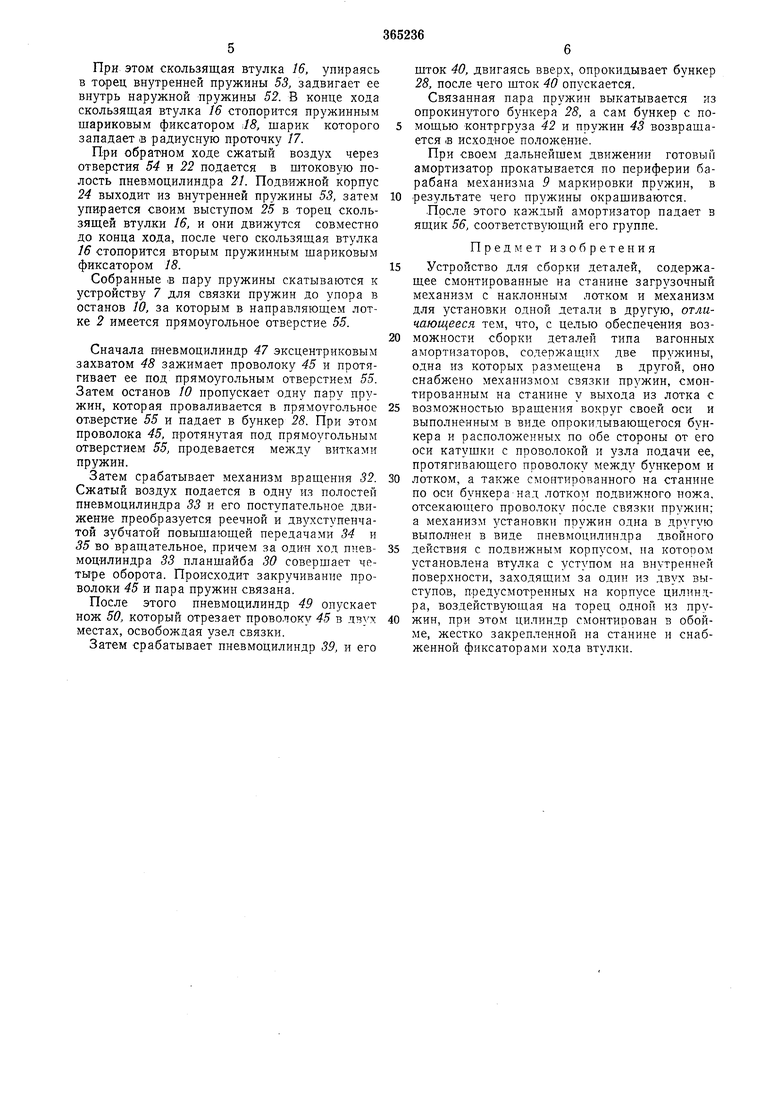
Механизм 6 установки пружин содержит обойму 15, в которой установлена скользящая втулка 16 с радиусной проточкой 17 на наружной поверхности, и два пружинных шариковых фиксатора 18.
Во фланце 19 обоймы 15 крепится неподвижный шток 20 пневмоцилиндра 21 двойного действия, выполненный для подвода сжатого воздуха полым с двумя радиальными отверстиями 22 по концам и вваренной внутри него трубкой 23.
Подвижной корпус 24 пневмоцилиндра 21 установлен в скользящей втулке 16 и имеет два выступа 25 и 26.
Выступ 25 образован буртиком на наружной поверхности подвижного корпуса 24, а выступ 26 - выступающим фланцем крышки 27.
Механизм 7 связки пружин состоит из опрокидывающегося бункера 28, установленного в осях 29 на планшайбе 30, которая закреплена на полом выходном валу 31 механизма вращения 32.
Механизм вращения 32 выполнен в виде пневмоцилиндра 33 с реечной 34 и двухступенчатой зубчатой повышающей 35 передачами, смонтированными в корпусе 36.
Корпус 36 имеет фланец 57 с шариками 38, на которые опирается планшайба 30.
На корпусе 36 установлен пневмоцилиндр 39 для опрокидывания бункера 28, шток 40 которого проходит через полый выходной вал 31 механизма вращения 32.
Бункер 28 представляет собой открытую сверху коробку с амортизатором 41 и контргрузом 42.
Для выведения бункера 28 после опрокидывания из «мертвого положения на направляющем лотке 2 установлены пружины 43.
Узел 8 подачи и отрезки проволоки состоит из катущки 44 с проволокой 45, правильных роликов 46, пневмоцилиндра 47, на штоке которого установлен эксцентриковый захват 48, и пневмоцилиндра 49, на штоке которого установлен нож 50.
Механизм 9 маркировки пружин представляет собой полый барабан с перфорированной поверхностью, оклеенной пористым материалом (например, поролоном). Барабан установлен с возможностью свободного проворачивания, а внутрь него заливается краска разных цветов, соответственно для каждой группы пружин (например, для 1-й группы - красная, для 2-й - зеленая, для 3-й - синяя).
Останов 10 выполнен в виде коромысла с осью, поворачивающегося на 30° от пневмопривода (не показан).
Остановы 10 установлены на механизмах 4 для измерения длины пружин 6, установки
пружин и 7 связки пружин.
Загрузочный механизм 3 транспортирует пружины поштучно из бункера 51 в направляющий лоток 2. По лотку пружины скатываются к механизму 4 для измерения длины
пружин. На этой позиции пружина удерживается остановом 10.
Сжатый воздух подается в пневмоцилиндр 11, шток 12 выдвигается вперед, диск 13 упирается в торец пружины, а электроизмерительный механизм 14 в зависимости от длины хода штока 12 (т. е. от длины пружины) дает команду заслонкам 5.
Затем шток 12 пневмоцилиндра 11 возвращается в исходное положение, а останов 10
пропускает замеренную пружину к заслонкам 5. С их помощью пружины разделяются на группы в зависимости от длины.
Пружина 1-й группы пропускается заслонками 5 (т. е. заслонки не поднимаются). Для
пружины 2-й группы поднимается 2-я заслонка (по направлению движения пружин), и пружина падает на направляющий лоток 2 этажом ниже. Для пружины 3-й группы поднимается 1-я заслонка, и пружина падает на
направляющий лоток -2 двумя этажами н-иже.
После этого все пружины скатываются на
позицию установки, причем каждой группе
пружин соответствует свой механизм 6 для
установки пружин.
На этой позиции наружная пружина 52
удерживается остановом 10, а внутренняя
пружина 53 упирается в неподвижную стеику.
Сжатый воздух по трубке 23 подается в
бесштоковую полость пневмоцилиндра 21.
Подвижной корпус 24 движется .вперед и входит во внутреннюю пружину 53, фиксируя ее. В этот момент выступ 26 упирается в торец скользящей втулки 16, и остальную часть хода она движется совместно с подвижным корпусом 24.
При этом скользящая втулка 16, упираясь в торец внутренней пружины 53, задвигает ее внутрь наружной пружины 52. В конце хода скользящая втулка 16 стопорится пружинным шариковым фиксатором ,18, шарик которого западает в радиусную проточку 17.
При обратном ходе сжатый воздух через отверстия 54 и 22 подается в штоковую полость пневмоцилиндра 21. Подв-ижной корпус 24 выходит из внутренней пружины 55, затем упирается своим выступом 25 в торец скользящей втулки 16, и они движутся совместно до конца хода, после чего скользящая втулка 16 стопорится вторым пружинным шариковым фиксатором 18.
Собранные .в пару пружины скатываются к устройству 7 для связки пружин до упора в останов 10, за которым в направляющем лотке 2 имеется прямоугольное отверстие 55.
Сначала п«евмоцилиндр 47 эксцентриковым захватом 48 зажимает проволоку 45 и протягивает ее под прямоугольным отверстием 55. Затем останов 10 пропускает одну пару пружин, которая проваливается в прямоугольное отверстие 55 и падает в бункер 28. При этом проволока 45, протянутая под прямоугольным отверстием 55, продевается между витками пружин.
Затем срабатывает механизм вращения 32. Сжатый воздух подается в одну из полостей пневмоцилиндра 55 и его поступательное движение преобразуется реечной и двухступенчатой зубчатой повышающей передачами 34 и 35 во вращательное, причем за одни ход пневмоцилиндра 55 планшайба 30 совершает четыре оборота. Происходит закручивание проволоки 45 и пара пружин связана.
После этого пневмоцилиндр 49 опускает нож 50, который отрезает проволоку 45 в двух местах, освобождая узел связки.
Затем срабатывает пневмоцилиндр 39, и его
шток 40, двигаясь вверх, опрокидывает бункер 28, после чего шток 40 опускается.
Связанная пара пружин выкатывается из опрокинутого бункера 28, а сам бункер с помощью контргруза 42 и пружин 43 возвращается S исходное положение.
При своем дальнейшем движении готовый амортизатор прокатывается по периферии барабана механизма 9 маркировки пружин, в результате чего прзжины окрашиваются.
После этого каждый амортизатор падает в ящик 56, соответствующий его группе.
Предмет изобретения
Устройство для сборки деталей, содержащее смонтированные на станине загрузочный механизм с наклонным лотком и механизм для установки одной детали в другую, отличающееся тем, что, с целью обеспечения возможности сборки деталей типа вагонных амортизаторов, содержащих две пружины, одна из которых размещена в другой, оно снабжено механизмом связки прзжин, смонтированным на станине у выхода из лотка с
возможностью вращения вокруг своей оси и выполнеиным в виде опрокидывающегося бункера и расположенных по обе стороны от его оси катушки с проволокой и узла подачи ее, протягивающего проволоку между бункером и
лотком, а также смонтированного на станине по оси бункера над лотком подвижного ножа, отсекающего проволоку после связки пружин; а механизм установки пружин одна в другую выполнен в виде пневмоцилиндра двойного
действия с подвижным корпусом, на котором установлена втулка с уступом на внутренней поверхности, заходящим за один из двух выступов, предусмотренных на корпусе цилиндра, воздействующая на торец одной из пружин, при этом цилиндр смонтирован в обойме, жестко закрепленной на станине и снабженной фиксаторами хода втулки.
Ю 2
4R;,
А -А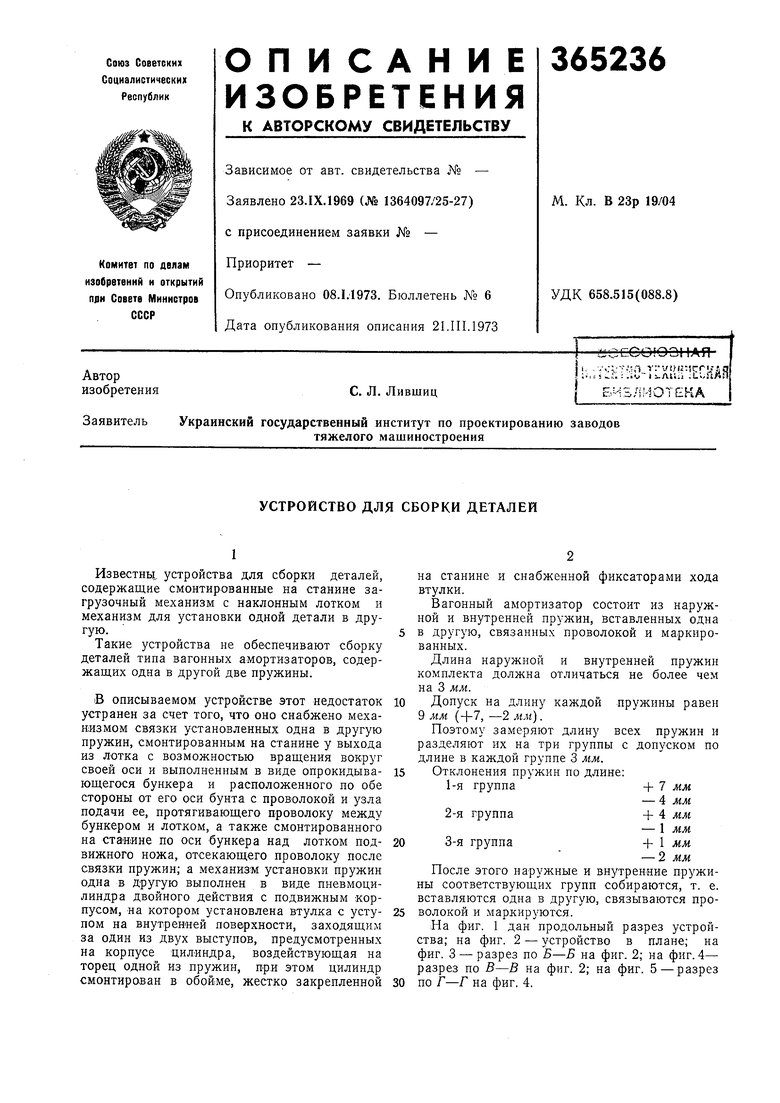
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для заневоливания пружин | 1979 |
|
SU1015147A1 |
| УСТРОЙСТВО ПОДАЧИ ДЕТАЛЕЙ | 2013 |
|
RU2533980C1 |
| МНОГОПОТОЧНАЯ РОТОРНАЯ МАШИНА | 1967 |
|
SU205799A1 |
| АВТОМАТ ДЛЯ ОБВЯЗКИ ПАЧКИ ИЗДЕЛИЙ ПРОВОЛОКОЙ | 1969 |
|
SU233521A1 |
| Устройство для навивки цилиндрических пружин с переменным шагом | 1983 |
|
SU1650310A1 |
| Автомат для сборки уплотнительногоузлА КАРдАННыХ пОдшипНиКОВ | 1978 |
|
SU796513A1 |
| Линия резки труб | 1982 |
|
SU1191202A1 |
| Станок для сборки гусеничной цепи | 1973 |
|
SU477813A1 |
| Установка для автоматической сварки под флюсом | 1990 |
|
SU1727965A1 |
| Стан для раскатки колец | 1974 |
|
SU549216A1 |
Б- Бпобернуто
J5
Г-Г
-36
. 4(7 39 Л
tpuZ.k
