1
Изобретение относится к колбасному производству.
Известны автоматы для изготовления колбасных изделий в виде батонов, содержащие насос с цевкой для подачи и дозирования фарша, установленный на цевке воротник для формования цилиндрической оболочки, два бобинодержателя для ленты оболочки, натяжные ролики для нее, нагревательные элементы для термосклеивания лент, протяжные ролики для оболочки, валки для регулирования плотности наполнения, пережимной механизм для образования перемычек между батонами и наложения металлически.х скрепок на перемычки, выиолненный в виде сходяще-рас.ходящихся в горизонтальной плоскости пластин с вырезами для размещения перемычек, нож для отрезания батонов и приспособление для изготовления скреиок, снабженное ножом для разрезания проволоки.
Цель изобретения - укладка батонов в сетку, предотвращающая брак при дальнейшей обработке колбасных изделий.
Это достигается тем, что автомат снабжен механизмом для захвата конца сетки и наложения на него скрепок, установленным соосио и выполненным аналогично иережимному механизму, ножом для отрезания сетки и магазином для сетки, укрепленным на пережимном механизме, причем последний установлен
с возможность К)---возвратно-поступательного движения с иеременн6й т:коростью в вертикальной плоскости. --Целесообразно магазин для сетки снабдить
трубой для размещения запаса сетки и мой с ирул инками для удержания ее на этой трубе.
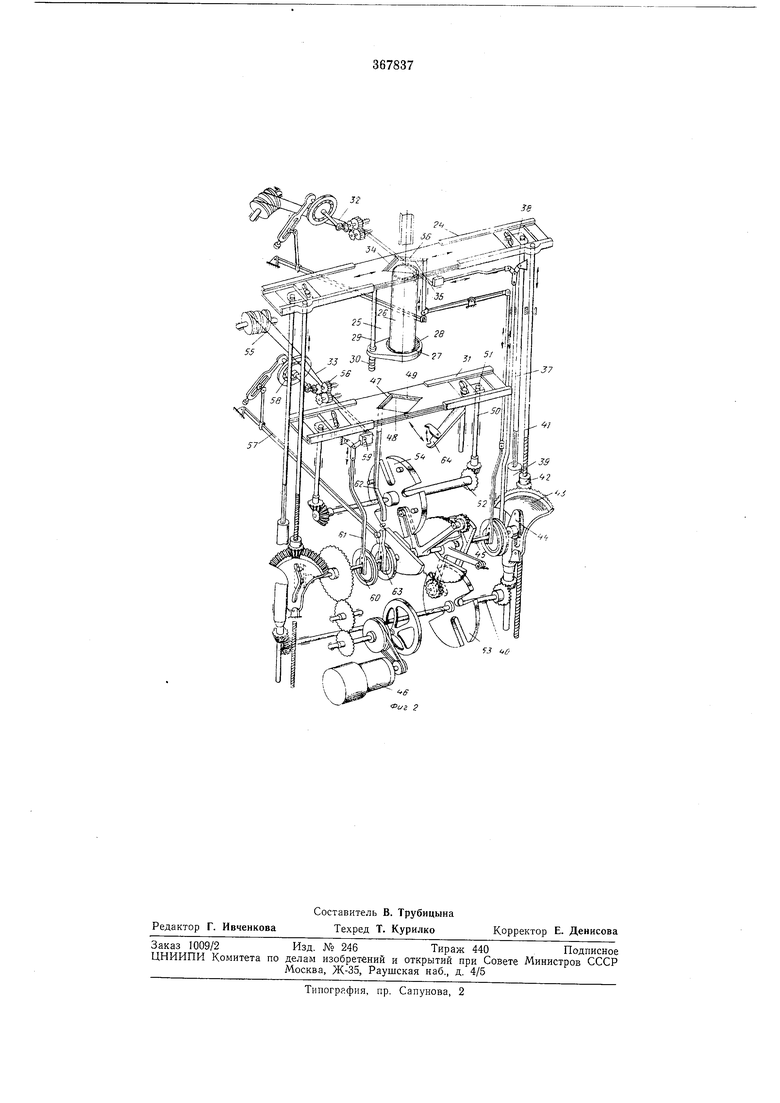
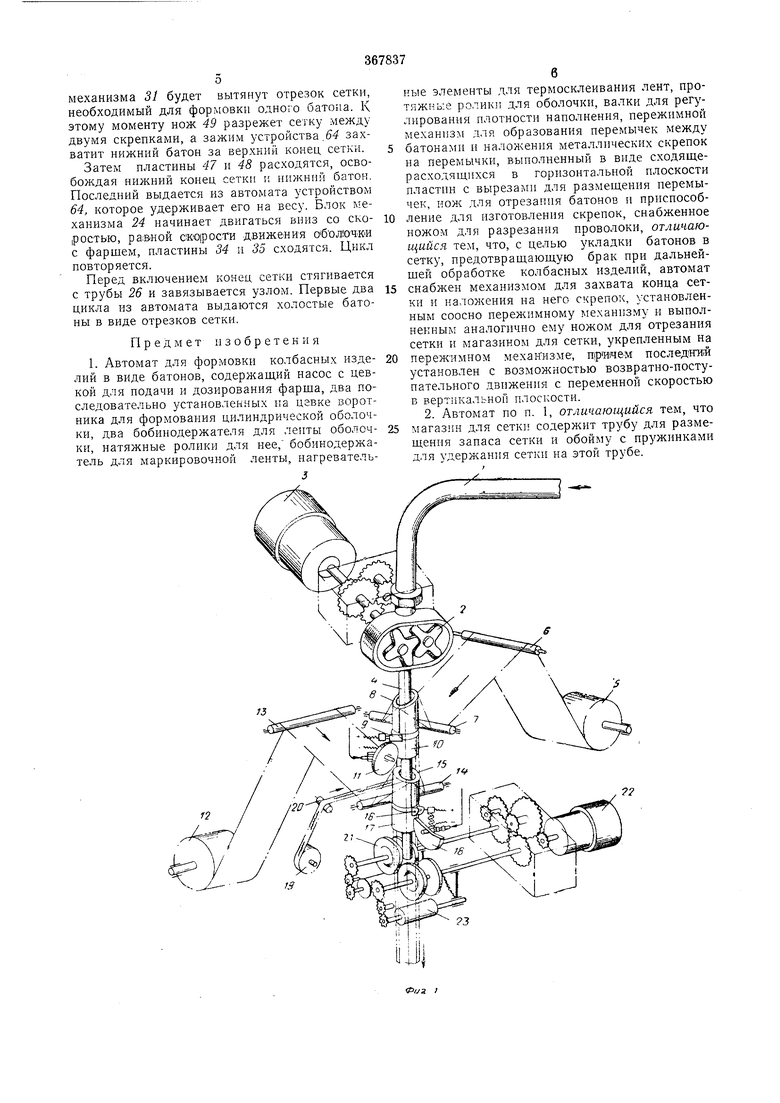
Ца фиг. 1, 2 изображена кинематическая схема автомата.
Предлагаемый автомат состоит из приемной трубы /, насоса-дозировщика 2 с приводом 3 и цевкой 4 для подачи и дозирования фарща, бобинодержателя 5 для пленки и натяжных роляков 6 и 7, воротника 8 образования
внутреннего слоя оболочки, нагревательного элемента 9 для термосклеиваиия ленты, калибровочной оправки 10, прижимного ролика 11, бобинодержателя 12 и натяжных роликов 13 и 14, воротника 15 для образования наружного слоя оболочки, нагревательного элемента 16 для термосклеивания ленты, калибровочной оправки 17, прижимного ролика 18, бобинодержателя 19 и натял ного ролика 20 для маркировочной ленты, протяжных роликов 21 с приводо1М 22, валков 23 для регулирования плотности набивки оболочки фарщем, пережимного механизма 24 для образования перемычек между батонами и наложения металлических скрепок на перемычки, магазина
25 для сетки, состоящего из трубы 26 для запаса сетки, Жестко установленной на пережимном механизме 24, и обоймы 27 с пружинами 28 для удержания сетки на трубе, скользяще установленной на штанге 29 и поджимаемой пружиной 30 к упору штанги, механизма 31 для захвата сетки и наложения на нее металлических скрепок, выполненного аналогично пережимному механизму 24, двух одинаково выполнеиных мехаииймов 32 и 33 И|3готовления и подачи скрепок.
Пережимной механизм 24 состоит из блока, имеюш,его две верхние 34 и две нижние 35 сходяще-расходяш,иеся в горизонтальной плоскости пластины с вырезами для пережима оболочки и нож 36 для разрезания оболочки, двух валиков 37 с кривошипами 38, скользяще установленных (на шлицах) в ступицах 39 шестерен и передающих движение от вторичного вала 40 пластинам и ножу, двух штанг 41 с шестернями-гайками 42, двух качающихся зубчатых секторов 43 с фигурными пазами, в которые входят пальцы кривошипов 44, сидящих на распределительном валу 45, получающем движение от привода 46.
Штанги 41 обеспечивают вертикальное возвратно-поступательное движение пережимного механизма 24 и магазина 25 для сетки с переменной (по заданному закону) скоростью.
Механизм 31 состоит из двух верхних 47 и двух нижних 48 сходяще-расходящихся в горизонтальной плоскости пластин с вырезами для захвата сетки, ножа 49 для отрезания сетки, двух валиков 50 с кривошипами 51, передающих движение от вторичного вала 52 пластинам и ножу.
Вторичные валы 40 и 52 получают импульсное движение от распределительного вала 45 посредством двух одинаковых механизмов 53 и 5-4 с мальтийскими крестами и планетарными цевочными передачами.
Механизм 35 изготовления и подачи скрепок состоит из двух катушек 55 с проволокой, роликов 56 подачи проволоки, получающих движение от вала 45 посредством системы рычагов 57 и обгонной муфты 58, пуансона 59 с ножом для отрезания проволоки и изготовления скрепки, получающего возвратнр-поступательное движение от вала 45 посредством кулачка 60 и рычажной системы 61, штока 62, служащего матрицей при изготовлении скрепки и переносящего ее в пластины механизма 31, получая вертикальное возвратно-поступательное движение от вала 45 посредством кулачка 63. Механизм 32 аналогичен механизму 33 и служит для изготовления и подачи скрепок для механизма 24.
Выдача готовых колбасных батонов из автомата производится устройством 64, которое представляет собой рычажную систему с , получающую движение от вала 45.
Перед началом работы магазин 25, заполняется сеткой, которая в виде длинного рукава надевается «гармошкой на трубу 26. Для этого обойма 27 сдвигается вниз, сжимая пружину 30, и отводится в сторону. Пленка с
двух рулонов заправляется в воротники 8 и 15 и протаскивается между роликами 21, которые при включении привода подают ее вниз. Проходя через воротник, пленка сворачивается в трубку с перехлестом кромок для шва, который нагревается при помощи элемента 9 и сваривается, проходя между калибровочной оправкой 10 и прижимным роликом 11. Аналогичным образом образуется наружный слой оболочки. Одновременно с образованием оболочки между ее слоями протягивается маркировочная леита.
Фарш под давлением подается в автомат по трубе 1 от любого насоса и через насос-дозировщик 2 и цевку 4 попадает в оболочку.
В месте пюступле1НИ|Я фарша наполняемая оболочка сжимается двумя приводными валками 23, которые создают давление, выдавливающее воздух из фарша и придают оболочке с фаршем овальную форму, уменьшая ее фаршеемкость.
Усилие сжатия оболочки валиками и соответственно ее деформация, от которой зависит фаршеемкость, регулируется. Последнее необходимо для обеспечения правильного количества фарша в оболочке (в случае излишнего количества фарша оболочка может порваться при наложении металлических скрепок, если же его будет слишком мало, батон получается вялый и неправильной формы).
Нашприцеванная оболочка, двигаясь вниз, попадает между пережимными пластинами 34 и 35 блока механизма 24, который находится в крайнем верхнем положении.
Из этого положения блок начинает двигаться вниз, при этом скорость его движения равна скорости движения оболочки с фаршем. В результате этого блок и оболочка будут неподвижны относительно друг друга и операции формовки можно производить на ходу.
Пережимные пластины 34 и 35 сходятся, выдавливая фарш в месте пережима. Затем на это место накладываются две металлические скрепки. Нож 36 разрезает оболочку между скрепками, и пластины 34 расходятся, освобождая нижний конец оболочки. При этом пластины 35 продолжают удерживать отрезанный батон на весу.
Далее скорость движения увеличивается. Блок, опережая оболочку, приходит в крайнее нижнее положение. Пережимные пластины 47 и 48 механизма 31 сходятся и зажимают сетку, а затем на нее накладываются две металлические скрепки. Одновременно пластины 35 механизма 24 расходятся, освобождая батон, к 0|Торый опускается до упора в пласггинЫ механизма 31.
Затем -блок механизма 24 с магазином 25 начинает двигаться вверх. Так как сетка зажата в пластинах 47 и 48, она стягивается с трубы 26 и оттягивает нижний батон. При этом сетка проходит между трубой и пружинами 28, которые обеспечивают ее натяжение.
Когда блок механизма 24 придет в крайнее верхнее положение между ним и пластинами механизма 31 будет вытянут отрезок сетки, необходимый для формовки одного батона. К этому моменту нож 49 разрежет сетку между двумя скрепками, а зажим устройства .54 захватит нижний батон за верхний конец сетки. Затем пластины 47 и 48 расходятся, освобождая нижний конец сетки и нижний батон. Последний выдается из автомата устройством 64, которое удерживает его на весу. Блок механизма 24 начинает двигаться вниз со ско- ю |ростью, равной скорости движения оболючки с фаршем, пластины 34 и 35 сходятся. Цикл повторяется. Перед включением конец сетки стягивается с трубы 26 и завязывается узлом. Первые два 15 цикла из автомата выдаются холосты.е батопы в виде отрезков сетки. , л предмет лзооретения 1. Автомат для формовки колбасных изде- 20 ЛИЙ в виде батонов, содержащий насос с цевкой для подачи и дозирования фарща, два последовательно установленных на цевке воротника для формования цилиндрической оболочки, два бобинодержателя для ленты оболоч- 25 ки, натяжные ролики для нее, бобинодержатель для маркировочной ленты, нагреватель5ные элементы для термосклеивания лент, протяжные ролик для оболочки, взлки ДЛЯ регу«тирования плотности наполнения, пережимной механизм для образования перемычек между батонами и наложения металлических скрепок на перемычки, выполненный в виде сходящерасходяш,ихся в горизонтальной плоскости пластин с вырезами для размещения перемы1ек, нож для отрезаппя батонов и приспособление для изготовления скрепок, снабженное ножом для разрезания проволоки, отличающийся тем, что, с целью укладки батонов в сетку, предотвращающую брак при дальнейщей обработке колбасных изделий, автомат снабжен механизмом для захвата конца сетки и наложения на него скрепок, установленным соосно перел имному механизму и выполнекным аналогично ему ножом для отрезания магазином для сетки, укрепленным на пережимном механизме, щричем последетий установлен с возможностью возвратно-постунательного движения с переменной скоростью в верт11кальной плоскости. 2. Автомат по п. 1, отличающийся тем, что магазин для сетки содержит трубу для размещення запаса сетки и обойму с пружинками для удержания сетки на этой трубе.
.5
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗГОТОВЛЕНИЯ КОЛБАСНЫХ ИЗДЕЛИЙ | 1965 |
|
SU175408A1 |
| Автомат для формирования колбасных изделий в искусственную оболочку | 1975 |
|
SU598596A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВКИ КОЛБАСНЫХ ИЗДЕЛИЙ | 1970 |
|
SU272833A1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛБАСНЫХ ИЗДЕЛИЙ В ИСКУССТВЕННОЙ ОБОЛОЧКЕ | 1972 |
|
SU326941A1 |
| Устройство для производства колбасных изделий | 1975 |
|
SU546333A1 |
| Устройство для наложения скрепок на концы колбасных батонов | 1981 |
|
SU1009383A1 |
| Устройство для наложения скрепок на концы колбасных батонов | 1989 |
|
SU1761084A1 |
| Устройство для упаковки продуктов в полимерные пакеты | 1978 |
|
SU734066A1 |
| Устройство для наложения скрепок на колбасные батоны | 1981 |
|
SU1026741A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ КОЛБАСНЫХ ИЗДЕЛИЙ В ИСКУССТВЕННОЙ ОБОЛОЧКЕ | 1970 |
|
SU269731A1 |