1
Изобретение относится к приспособлениям для механической подрезки торцов труб, трубчатых пучков теплообменников и может применяться в химнефтеаппаратостроении, судостроительной и других отраслях промышленности.
Известны приспособления для механической подрезки торцов пакета труб, на корпусе которых смонтирована резцовая головка и цанговые зажимы для ориентации головки по внутреннему диаметру трубы, соседней с обрабатываемой.
Недостатком известного приспособления является то, что цанговый зажим ориентирует резцовую головку или базирует корпус приспособления по внутренней поверхности трубы только одного диаметра, и зажим производится лишь при незначительных колебаниях размера внутреннего диаметра трубы, поэтому этот зажим не достаточно надежен.
С целью повышения надежности крепления в корпусе приспособления смонтированы настраиваемые в зависимости от схемы трубной решетки ползуны с фиксирующими пальцами, одновременно действующими по трем поверхностям.
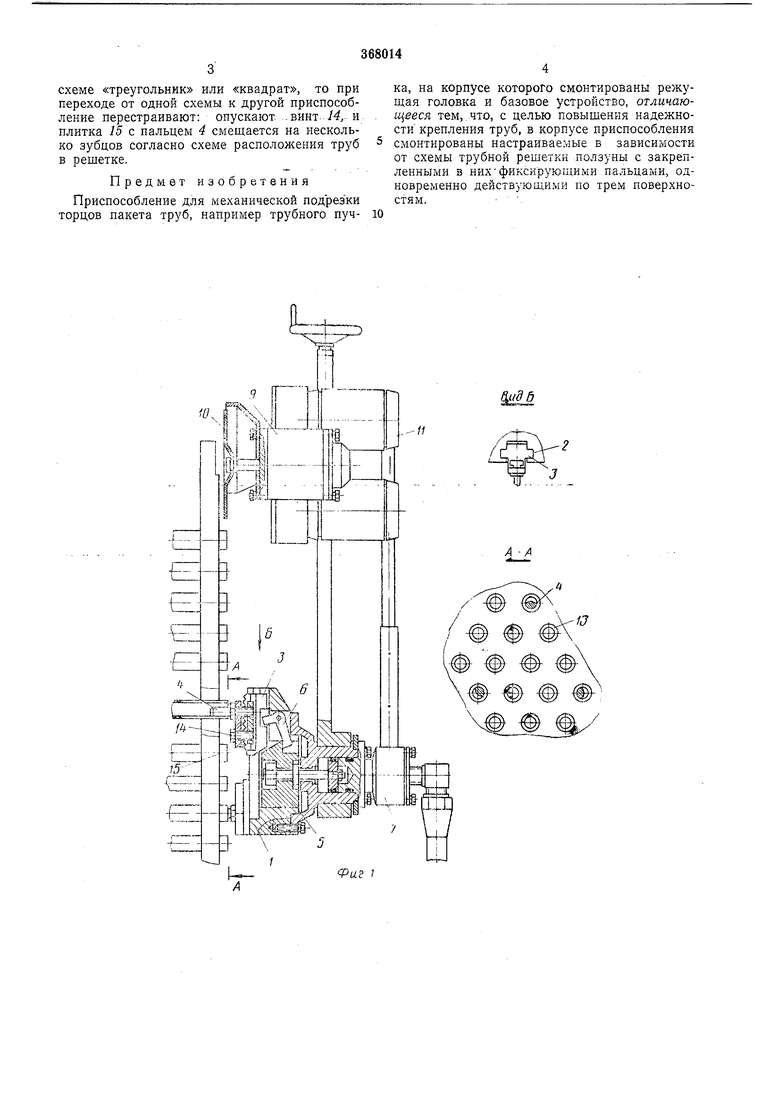
На фиг. 1 изображено описываемое приспособление, продольный разрез; на фиг. 2 - то же, вид сзади.
Приспособление выполнено в виде корпуса / с направляющими 2 и ползунами 5 с зажимными пальцами 4. В корпусе установлен механизм 5 равного хода перемещения ползунов с двуплечими рычагами 6, взаимодействующими с ползунами и привод 7 механизма 5 (например, пневматический). На корпусе смонтирован рычаг S, на котором расположена головка 9 с режущим инструментом 10 и приводом II режущего инструмента. Привод и режущий инструмент могут перемещаться
вдоль рычага 8 с помощью винтовой пары 12. Зажимные фиксирующие пальцы 4 вводят в трубы J3 и устанавливают приспособление так, чтобы плоскость резания была перпендикулярна продольной оси труб. После этого
включают привод 7 перемещения механизма 5, взаимодействующего с двуплечими рычагами 6, которые сообщают перемещения ползунам 3 с фиксирующими пальцами 4. При одновременном контактировании пальцев с
внутренними поверхностями труб происходит надежное крепление приспособления.
Затем включают привод // режущего инструмента 10 и вращением рукоятки винтово; пары 12 перемещают головку 9 с инструментом 10, врезающимся в пучок труб. Поворачивая рычаг 8 с головкой 9 вокруг оси корпуса 1, трубы режут до тех пор, пока позволяет ход винта винтовой пары 12. После этого переставляют приспособление и режут другой
сектор труб.
Так как трубные решетки собираются по
схеме «треугольник или «квадрат, то при переходе от одной схемы к другой приспособление перестраивают: опускают .винт /, и плитка 15 с пальцем 4 смещается на несколько зубцов согласно схеме расположения труб в решетке.
Предмет изобретения
Приспособление для механической подрезки торцов пакета труб, например трубного пучка, на корпусе которого смонтированы режущая головка и базовое устройство, отличающееся тем,.что, с целью повышения надежности крепления труб, в корпусе приспособления смонтированы настраиваемые в зависимости от схемы трубной рещетки ползуны с закрепленными в нихфиксирующими пальцами, одновременно действующими по трем поверхностям. .
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки тонкостенных труб | 1989 |
|
SU1687381A2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТОНКОСТЕННЫХ ТРУБ | 1991 |
|
RU2010687C1 |
| Установка для подрезки торцов тонкостенных трубопроводов с изогнутой осью | 1973 |
|
SU442027A1 |
| Устройство для резки труб | 1990 |
|
SU1764863A1 |
| Автоматический станок для подрезки торцов и снятия фасок | 1985 |
|
SU1355359A2 |
| Переносной механизированный фаскорез | 1973 |
|
SU492352A1 |
| СПЕЦИАЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ | 2003 |
|
RU2244609C1 |
| РОТОРНО-КОНВЕЙЕРНАЯ ЛИНИЯ | 1992 |
|
RU2036771C1 |
| Способ резки тонкостенных труб и устройство для его осуществления | 1990 |
|
SU1775239A1 |
| Автомат для резки труб | 1990 |
|
SU1791079A1 |

Ц-.-,
Фиг 1
