1
Изобретение отноачтоя к области машиностроеиил и предназначено для агрегатных станков.
Известны запрузочно,1разг|рузач«ые многоместные приспособления, например, к агрегатным стаажам, заполня емые вручную, в «оTOpbiix залрузка-вылрузка произвояи1тся совершающими возвратно-поступательное дви женне тО|Лкателя;ми, переме щаюЩ;ими заготооюи по неподшжньгм лоткам в многоместное .приспособление отан«а с одновременным выталкиванием заготовками обработанных деталей в отводящиелотки.
Одна.ко такие устройства, не могут загружать ,и разгружать станки цилиндрическими деталями, у которых длина меньше диаметра, TaiK iKaK 1подводящи1е и отводящие лотки пересеКаются барабаноад iBO время eiro поворота. Кроме того, агрегатные станки, оснащенные подобными приспособления, не могут встраиваться в ав-томатические линии.
С целью удобства ряда агрега,тных станков в ЛИНИЮ пре1длОЖбнное приспо обление снабжено делителем пото1ка веерного типа, по;средст1ВО|М KOTOiporo. детали распределяются по 1ра сп реде:ли1те-льнъш каналам против мест зажи1ма в бара.бане, а обработанные детали зах1ват1Ы1ваются разгружающими окалками с другой стороны барабана.
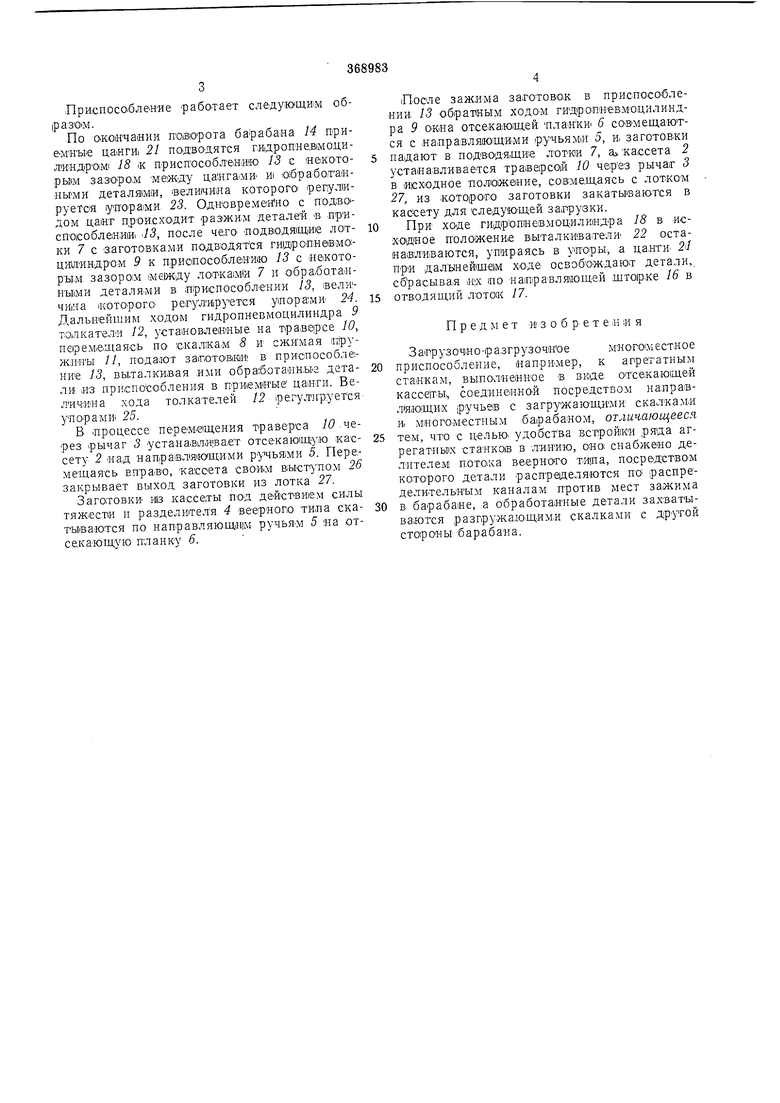
На фиг. I показано предложенное п|риспособление в исхоином положении и разрез по А-А; на фиг. 2 - то же, в положении; загрузки,; на фиг. 3- то же, вид в плане (без
кассе.ты).
На левОЙ стойке / предложенного приспособления закреплены подвижная отсекающая 1кассета 2, рычаг 3, разделитель 4, на,правляющие ручьи 5, обеспечивающее отсечку нескольких, например, четырех, заготовок из общего потока (лотка) и поштучную Быдач} их через отсекающую 6 п подводящие лотки 7. Ноаводящне лотки,, установленные на
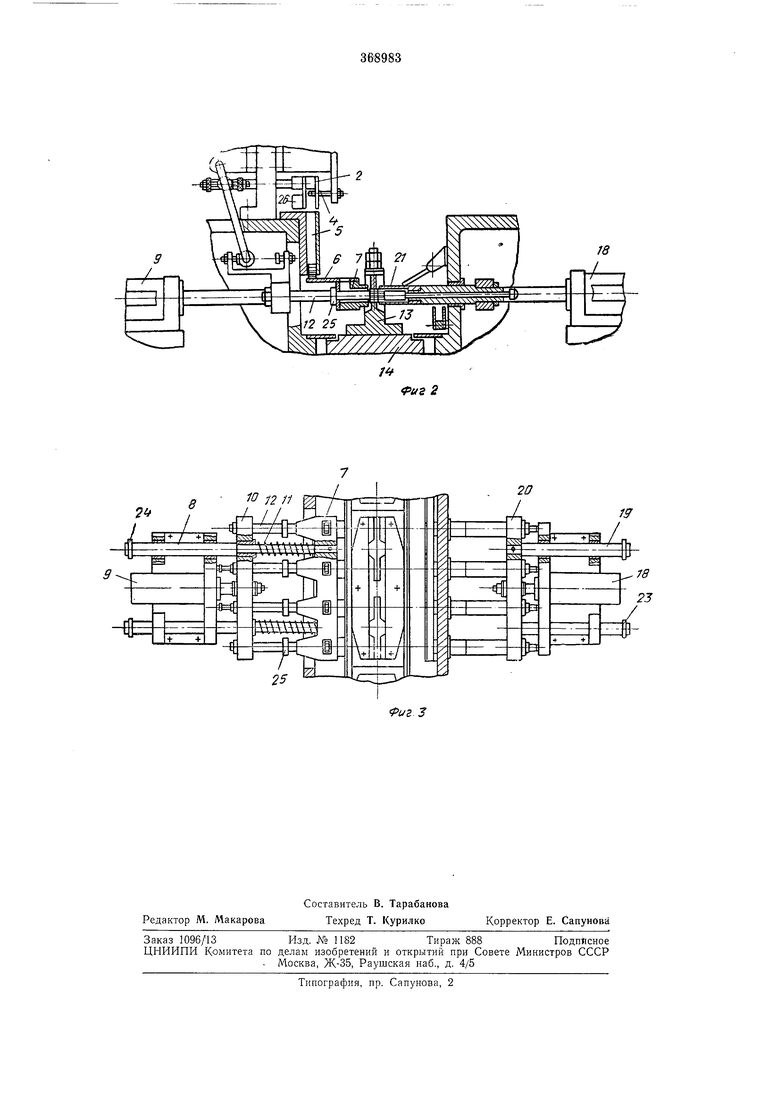
скалках 8, получают возврати о-поступательное движение от гидропневмоцнлиндра 9 через траверсу 10 и // сжа1ТИЯ. Toviкатели /2, установленные на траверсе соосно соответствзющим нодводящн1М лоткам.,
имеют возможность перемещения OTHOCHIтельно последних при, подаче деталей в при онособление 13, смо.нтированное на. поворотНО.М барабане М.
На первой стойке 15 предложенно го приспособления закреплены щторка 16, отводящий лоток 17 для обработанных детален и гидропнеБмоцилиНдр 18, на скалках 19 которого установлена TpaiBepca 20 с приемнымн
цангами. .2/ н выталкивателями .22.
:При.способле«ие -работает следующим обipasQiM.
По окончании поворота барабана 14 прием-нъге цанги 21 подводятся гидролнезмодилМ НД|р01М1 /8 к Приспособленйю 13 с н&которЫ1м зазором между цалга.мИ HI oi6pa6oiraiHными деталями, величина которого релулмруетоя упорами 23. Одновременно с подводом цант происходит разжим деталей с приспОсоблении 13, после че,го подводящие лотки 7 с заготовками подводятся гиаролиавмо:цишиндром 9 к приопособлению 13 с некоторым зазор01М ме|жду лоФка1м и 7 и обра.боталнъими деталЯМИ в приспособлениИ 13, величи|На которого регулируется упорами- 24. Далытейшим ходом гидропневмоцилиндра 9 тоьткатели 12, установленные на траверсе 10, пареме-щаясь по екалка.м 5 и сжкмая кружлны 11, подают 3airiOTOBiKiB в приспособлани-е 13, выталкивая ими обработанные детали НЗ пркспосо.бления в приемные цанги. Величина хода толкателей 12 ре.гулИруется упорами: 25.
В (Процессе перемещения траверса /0.через рычаг 3 устанавл.и|ва.ет отсекаюнцую кассету 2 1над направл явдщими ручья1ми 5. Перемещаясь вправо, кассета свонм въгст пом 26 закрывает выход заготовки из лотка 27.
Заго:товкИ из кассеты под действием силы тяжести и разделителя 4 веерного типа скатываются по направляющи|м ручья-м 5 на отсекающую планку 6.
После зажима заготовок в приспособлении. 13 о.брат(ным ходОМ гидроинев моцилиндра 9 овна отсекающей планки 6 совмещаются с направляющими ручьям1И 5, И| заготовки падают в подводящие Лотки 7, а кассета 2 устанавливается TpaiBapcoiu 10 через рычаг 3 в исходное положение, совмещаясь с лотком 27, из которого заготовки закатьюаю тся в кассету для следующей за(Гру13ки. ПрИ ходе гидропневмоцилиндра 18 в исходное положение выталкиватели- 22 останавливаются, упираясь в упоры, а цанти. при далынеЙ1ше1м ходе освобождают детали,, сб расыва.я их по иатравляаощей шторке 16 в
отводящий ЛОТОК 17.
Пред м е т и з о б р е т е iH и я
Затрузочно-р азгрузочноем:ного местное
приспособление, например, к агрегатным станкам, выполненное в виде отсекающей кассе|ты соединенной посредством направляющИХ ручьев с загружающими скалками и, многоместным барабаном, отличающееся тем, что с целью, удобства встройки ряда агрегатных станков в линию, оно: снабжено делителем: пото-ка веерного тира, посредством которого детали распределяются ко распределительным каналам против мест зажима в барабане, а обработанные детали захватываются разгружаЮ|ЩИми скалками с другой стороны барабана.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕРЕНАЛАЖИВАЕМОЕ УСТРОЙСТВО С ПРОГРАММНЫМ УПРАВЛЕНИЕМ ДЛЯ ТРАНСПОРТИРОВКИ И ПЕРЕГРУЗКИЗАГОТОВОК | 1969 |
|
SU246290A1 |
| Загрузочно-разгрузочное устройство | 1983 |
|
SU1151421A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ТОКАРНОГО АВТОМАТА ШТУЧНЫМИ ЗАГОТОВКАМИ НЕМЕРНОЙ ДЛИНЫ | 1966 |
|
SU224254A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ГРУППОВОЙ СБОРКИКОНВЕЙЕРОВРОЛИКОВ | 1972 |
|
SU333000A1 |
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| Тонко-расточной станок | 1973 |
|
SU476943A2 |
| Манипулятор | 1985 |
|
SU1331638A1 |
| Многопозиционный станок для двусторонней обработки деталей | 1982 |
|
SU1027014A1 |
| Загрузочное устройство | 1984 |
|
SU1202794A1 |
| МНОГОРУЧЬЁВАЯ ТЕСТбФОРМУЮЩАЯ УСТАНОВКА ДЛЯ СДОБНЫХ ИЗДЕЛИЙ | 1969 |
|
SU242801A1 |

L:-m/fb
aIP
