1
Известны способы шлифования криволинейных поверхностей, образованных радиусом постоянной величины, центр которого равноудален от оси вращения изделия, вращающимся шлифовальным кругом большого диаметра с профилем в виде дуги окружности, покачивающимся относительно оси, проходящей через центр дуги профиля изделия и перпендикулярной плоскости, в которой расположена ось вращения круга и точка его касания с изделием.
Цель изобретения - шлифовать криволинейные поверхности, образованные радиусами переменной величины, центры которых равноудалены от оси вращения изделия.
Это достигается тем, что радиус и угол качания шлифовального круга непрерывно изменяют в зависимости от поворота изделия.
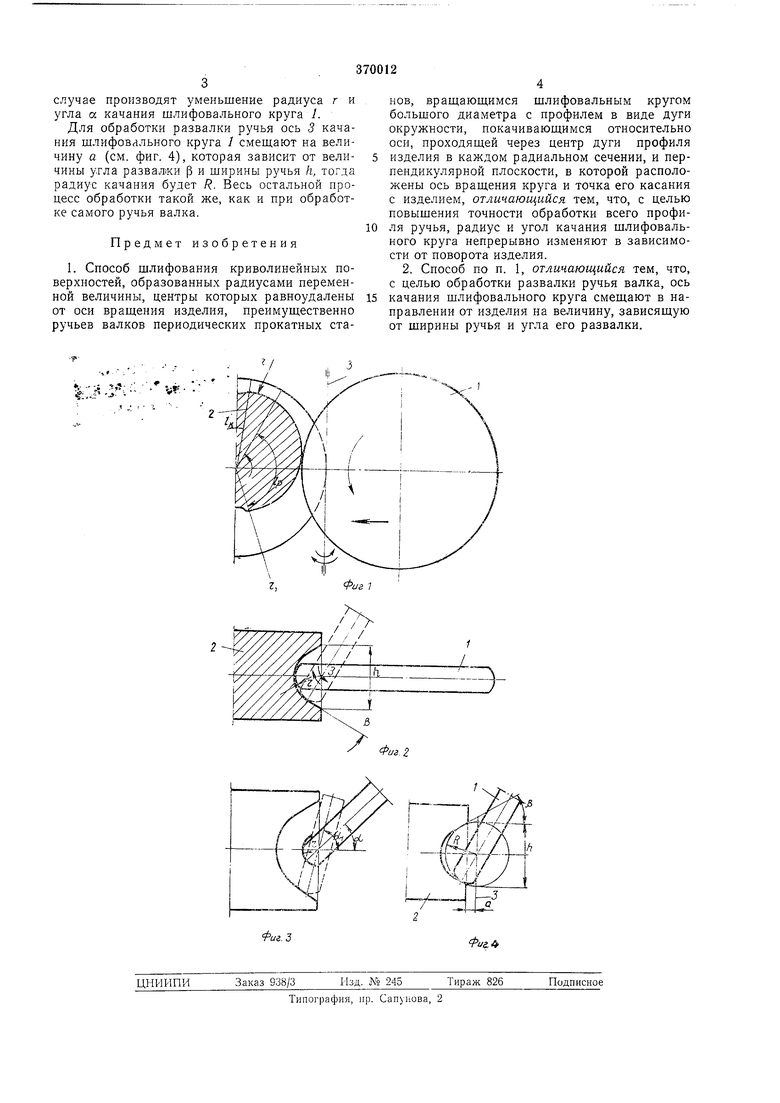
Для обработки развалки ручья валка, ось качания щлнфовального круга смещают в направлении от изделия на величину, зависящую от ширины ручья и угла его развалки.
На фиг. 1 изображено устройство, поясняющее предлагаемый способ; на фиг. 2 - то же, вид сверху; на фиг. 3 - схема изменения радиуса и угла покачивания шлифовального круга; на фиг. 4 - схема образования развалки у профиля ручья.
Обработку по предлагаемому способу осуществляют следующим образом. Вращающийся щлифовальный круг / подводят до соприкосновения с деталью 2 на участке дуги IKЭтот участок ручья образован постоянным радиусом г и называется калибрующим участком ручья. Этот участок обрабатывают при постоянном радиусе и угле качания шлифовального круга, т. е. деталь 2 поворачивают по направлению стрелки, а щлифовальный круг / покачивают относительно оси 3 с радиусом качания равным г, равным радиусу дуги калибрующего участка ручья.
По мере поворота валика при переходе на участок /р радиус г начинают увеличивать и в конце рабочего участка дуги р он становится равным Гь Во время обработки участка шлифовальный круг покачивают по-прежнему относительно неподвижной оси 3, но радиус качения непрерывно увеличивают в зависимости от поворота изделия. В результате шлифовальный круг находится в постоянном контакте с обрабатываемой поверхностью.
Кроме того, при обработке участка /р также увеличивают угол качания относительно оси 3 от 2а до 2ai (см. фиг. 3), в зависимости от увеличения радиуса качания, что обеспечивает обработку всего профиля ручья валка.
При повороте валка в обратном направлении происходит подача шлифовального круга на врезание и процесс повторяется. В этом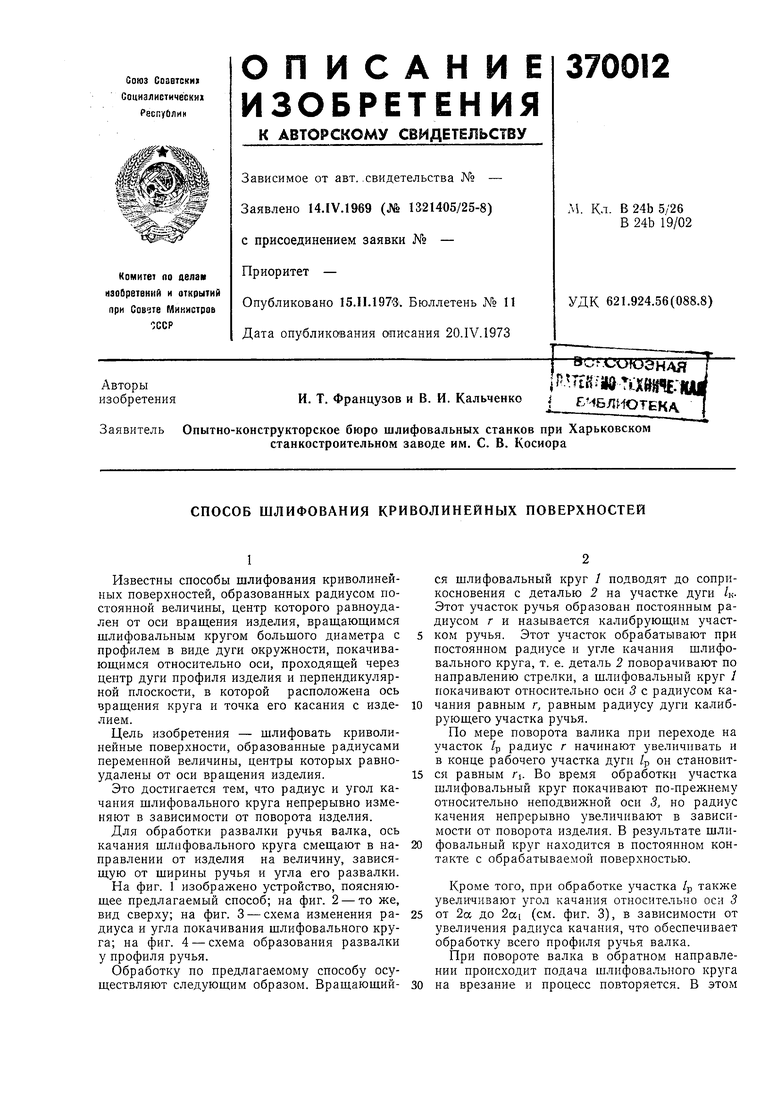
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования криволинейных поверхностей | 1978 |
|
SU768605A2 |
| Способ управления процессом шлифования | 1980 |
|
SU956257A2 |
| КОМПЛЕКТ РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ПИЛЬГЕРНОЙ ПРОКАТКИ ТОНКОСТЕННЫХ ТИТАНОВЫХ ТРУБ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА | 2021 |
|
RU2769137C1 |
| Станок для шлифования выпуклой илиВОгНуТОй пОВЕРХНОСТи пРОКАТНыХ ВАлКОВС пРОфилЕМ B ВидЕ дуги ОКРужНОСТи | 1978 |
|
SU804384A2 |
| Станок для шлифования выпуклой или вогнутой поверхности прокатных валков | 1973 |
|
SU479613A2 |
| Способ управления процессом шлифования | 1980 |
|
SU963837A2 |
| Способ шлифования поверхности детали с профилем в виде дуги окружности | 1978 |
|
SU772822A1 |
| Ручей валка для пилигримовой прокатки труб | 1976 |
|
SU670350A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
| Станок для шлифования криволинейных образующих тел вращения | 1967 |
|
SU512029A2 |
