1
Изобретение относится к обработке дисковых пил.
Известно устройство для заточки джинных и линтерных пил, на направляющих основания которого установлена перемещающаяся пильная каретка.
Предлагаемое устройство отличается тем, что пильная каретка выполнена двухконсольной с приводом перемещения в виде червячной передачи, червячное колесо которой установлено между консолями, а червяк при этом неподвижно закре1плен на станке. Это повышает точность заточки пил и упрощает обслуживание.
Для равномерного припуска с затачиваемого зуба диаметр делительной окружности червячного колеса равен 72-80% среднего значения диапазона диаметров затачиваемых пил.
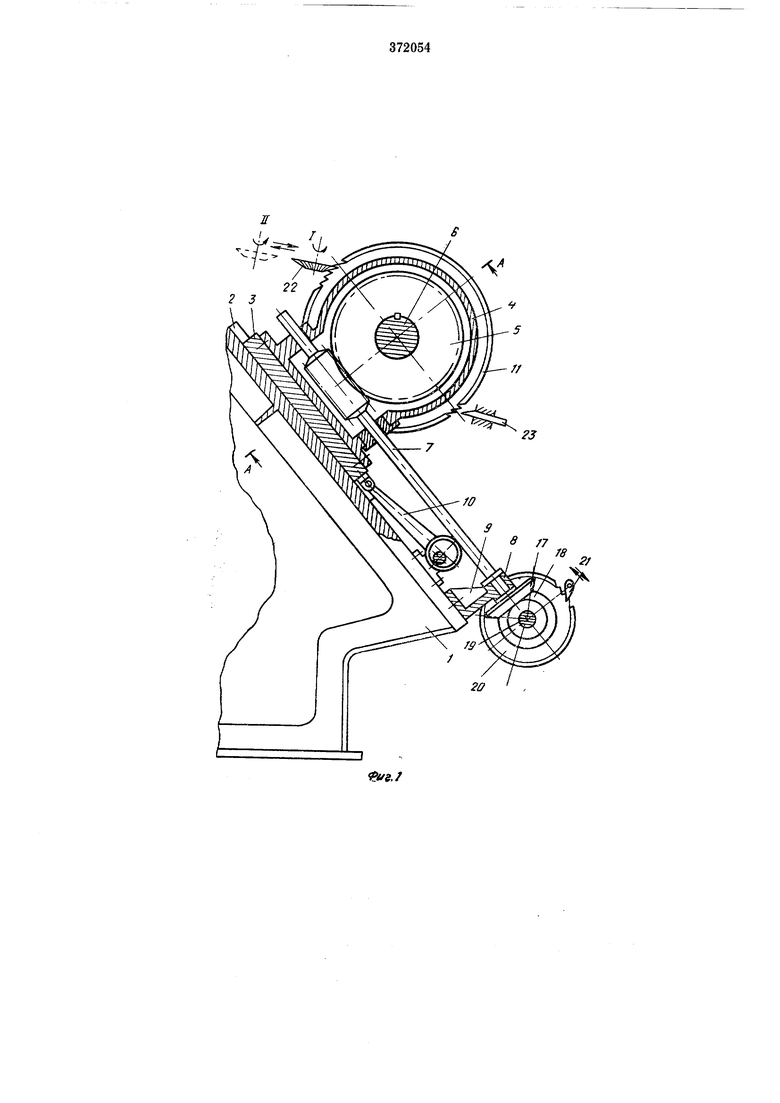
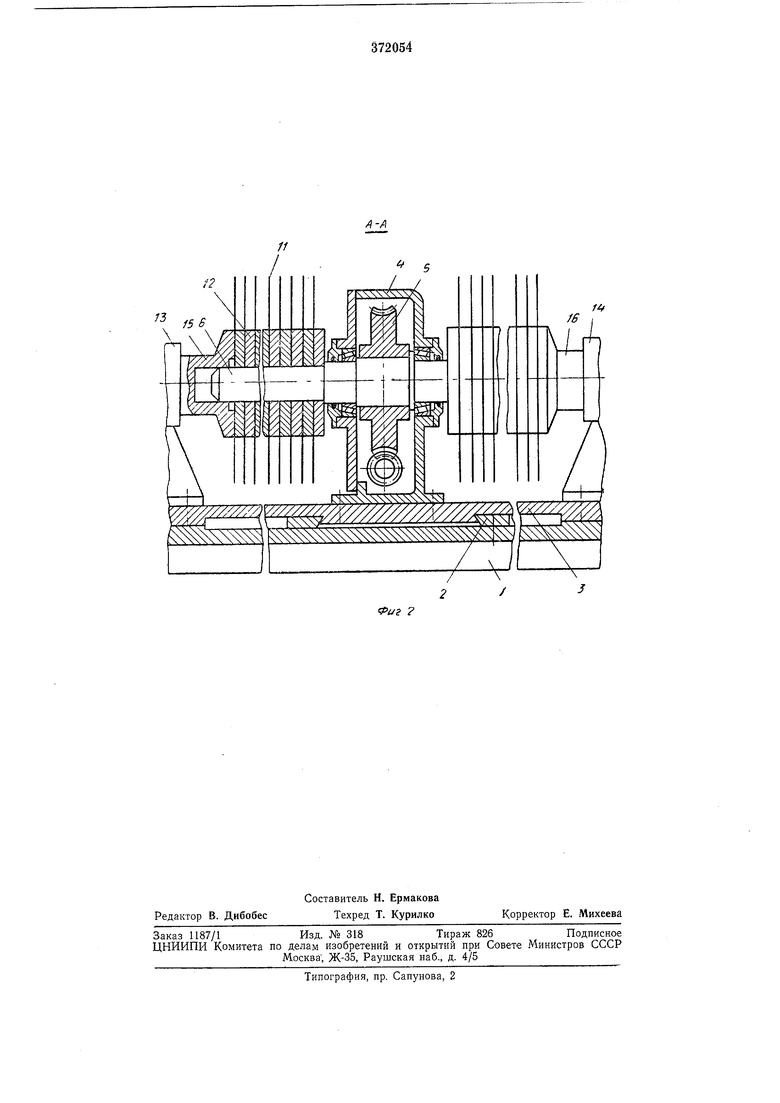
На фиг. 1 показано описываемое устройство, поперечный разрез; на фиг. 2 - разрез по А-А на фиг. 1.
На станине / устройства установлены неподвижные направляющие 2, Е которых перемещается пильная каретка 3. На пильной каретке смонтирован редуктор 4, содержащий выходную делительную червячную пару, т. е. червячное колесо 5, неподвижно соединенное с двухконсольным валом 6, и червяк с валом 7. Правая концевая щейка вала 7 с радиально упорным подщипником 8 размещена в стойке 9, которая, в свою очередь, прикреплена к станине. Каретка перемещается В направляющих устройства эксцентриковым (винтовым Р1ЛИ другим) механизмом 10 перемещения, расположенным на станине и соединенным с кареткой.
Для затяжки набранного на двухконсольный вал пакета затачиваемых пил // вперемежку с прокладками .12 пильная каретка содержит левую 13 и правую 14 задние бабки с выдвигающимися пинолями 15 и 16.
Привод делительной червячной пары редуктора имеет коническое зубчатое колесо 17, расположенное на конце вала червяка, и сопряженное с ним сменное колесо 18, установлениое неподвижно на валу 19 вместе с храповым колесом 20.
Движение храповому колесу сообщается собачкой 21, кинематически связанной с механизмом возвратно-поступательного движения многощпиЕдельной каретки, в которой щпиндели с инструментом (щарощками) 22 установлены параллельно образующей затачиваемого пильного цилиндра.
Для ориентации впадин зубьев пил вдоль образующей цилиндра при их установке служит выдвигаемый нож 23.
Комплект пил 11 устанавливается на консоли вала 6 вперемежку с прокладками 12. При
наборе полного комплекта пил и после ориентации их впадин по ножу 23 пнпы стягиваются пинолями 15, 16 задних бабок (винтовым или пневматическим устройством).
После установки пил на валу включается привод вращения шпинделей с инструментом 22. Затем пильная каретка с затачиваемыми пилами механизмом 40 подается к инструменту до входа последнего во даадины зуба, после чего тем же механизмом 10 при дальнейшем перемеш,ении пил в том же направлении устанавливается необходимая глубина резания или необходимый диаметр пил. При этом шпиндельная каретка с инструментом 22 находится в крайнем правом положении I. После наладочных работ устройство запускается в автоматический цикл..
После заточки первой впадины шпиндельная каретка вместе с инструментом подается в крайнее левое положение П. По достижении этого положения затачиваемые пилы поворачиваются против часовой стрелки на один угловой шаг собачкой 21 через храповое колесо 20, коническую пару колес .18 я 17 и редуктор 4. После остановки пильного .цилиндра шпиндельная каретка из положения П перемеш;ается в положение I, затачивая при этом очередные впадины пил. Далее процесс повторяется до полной заточки пил.
В пилоточке число шпинделей меньше числа затачиваемых пил (межшпиндельное расстояние является кратным межпильному промежутку), поэтому после полной заточки пил шпиндельная каретка автоматически смещается вдоль пильного цилиндра и останавливается против очередных пил, после чего процесс повторяется.
При большом износе зубьев пил (повреждений )заточку (производят в два прохода, дли второго прохода необходимо дополнительное заглубление инструмента во впадины зубьев пил, которое осуществляется при подаче пильной каретки к инструменту механизмом 10.
При этом (как и при наладке) для обеспечения точности взаимного положения инструмента и пилы центральная ось двухконсольного вала 6 перемещается к вершине инструмента вместе с пильной кареткой и корпусом редуктора, а для обеспечения постоянства снимаемых припусков металла с передней и задней граней зуба червячное колесо 5 с диаметром делительной окружности, составляющим
5 72-80% среднего значения диапазона диаметров затачиваемых пил, перекатывается по неподвижному червяку 7, шейки вала которого скользят в подшипниках корпуса редуктора.(
Предмет изобретения
1.Устройство для заточки джинных и линтерных пил, на направляющих основания которого установлена перемещающаяся пильная каретка, отличающееся тем, что, с целью упрощения обслуживания и повышения точности заточки пил, пильная каретка выполнена двухконсольной и перемещаемой с помощью
0 червячной передачи, червячное колесо которой установлено между консолями, а червяк при этом неподвижно закреплен на станине.
2.Устройство по п. 1, отличающееся тем, что, с целью равномерного припуска с затачиваемого зуба, диаметр делительной окружности червячного колеса равен 72-80% среднего значения диапазона диаметров затачиваемых пил.
V
, , , , 
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для заточки многолезвийного режущего инструмента | 1989 |
|
SU1682129A1 |
| Полуавтомат для заточки мелкомодульного многолезвийного инструмента | 1968 |
|
SU301030A1 |
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| Полуавтомат для заточки многолезвийного инструмента с прямыми и винтовыми стружечными канавками | 1968 |
|
SU300047A1 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| Станок для заточки боковых граней зу-бьЕВ пил | 1979 |
|
SU850337A1 |
| Устройство для заточки свеклорежущих ножей | 1976 |
|
SU648386A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ ЛЕНТОЧНЫХ ДЕЛИТЕЛЬНЫХ | 1967 |
|
SU205519A1 |
| Станок для заточки боковых граней зубьев пилы | 1983 |
|
SU1121109A1 |