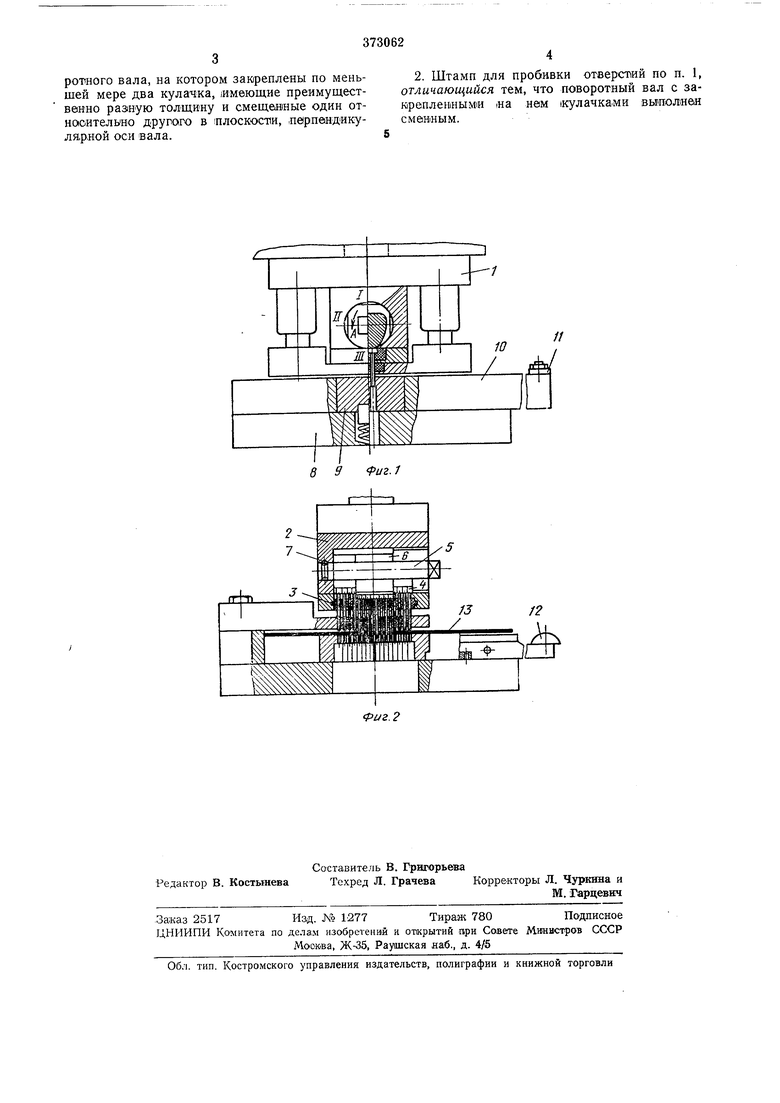
Изобретение относится к оснастке для обработки листового металла давлением и может быть использовано в мелкосерийном и серийном производстве в отраслях машиностроения, например, для получения вентиляц,«о;нных отверстий в экранах, кожухах, крышках и других деталях. Известен штамп для пробивки отверстий, содержащий в верх-ней части набор пуансонов 1И механизм установки их в рабочее положение, расположенный над пуансонами. Однако переналадка известного штампа для уста новки в рабочее положение другого количества пуансонов трудоемка. В предлагаемом штампе для упрошения переналадки штамна при изменении количества пробиваемых отверстий механизм установки пуансонов в рабочее положение выполнен в виде поворотного вала, на котором закреплены по меньшей мере два кулачка, имеющие преимущественно разную толш,ину и смешёвные один относительно другого в плоскости, перпендикулярной оси вала. Кроме того, вал с закрепленными на нем кулачками выполнен сменным. На ф-иг. 1 изображен предлагаем мый штамп, вид спереди, на фиг. 2 - то же, вид сбоку. На верхней плите J штампа закреплен пуансонодержатель 2 с направляюшей частью 5 для пуансонов 4. Над пуансонами 4 установлен вал 5 с закрепленными на нем кулачками 6, зафиксированный в пуааконодержателе 2 с помощью штифта 7. На нижней плите 5 штампа закреплена матрица 9 и делительная рейка 10 с прижимом // ,и фиксатором J2. Наладка штампа производится следуюп1,им образом. Поворотный вал 5 с кулачками 6 устанавливают в соответствующее положение (I, II или III и т. д.) в зависимости от количества пуансонов, которые необходимо установить в рабочее положение. Затем к делительной рейке 10 прижимом // прикрепляют деталь 13 и перемещают ее в исходное положение, после чего фиксируют фиксатором 12. Производят пробивку отверстий. Для пробивки другого количества отверстий вал 5 с кулачками 6 поворачивают по стреле А, фикоируя его в нужном положении. Предмет изобретения 1. Штамп для пробивки отверстий, содержащий в верхней части набор пуансонов и механизм установки их в рабочее положение, расположенный .над пуансонами, отличающийся тем, что, с целью упрощения переналадки штамна при изменений количеств пробиваемых отверстий, механизм установки пуансонов в рабочее положение выполнен в виде поворотного вала, на котором закреплены по меньшей мере два кулачка, имеющие преимущественно разную толщину и смещенные один отнооительно другого в (плоскости, .перпендикулярной оси вала.
2. Штамп для пробивки отверстий по п. 1, отличающийся тем, что поворотный вал с закрепленными 1на нем 1кулачками вьшол1нен сменным.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для обработки ленточного материала | 1987 |
|
SU1530306A1 |
| Штамп с отключаемыми пуансонами | 1986 |
|
SU1371741A1 |
| Штамп для изготовления деталей из листового материала | 1985 |
|
SU1407618A1 |
| Переналаживаемый штамп | 1979 |
|
SU841720A1 |
| Штамп для пробивки отверстий | 1980 |
|
SU889213A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ Т-ОБРАЗНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2001 |
|
RU2212297C1 |
| РОТОРНАЯ МАШИНА | 1969 |
|
SU247217A1 |
| Автоматическая линия для изготовления деталей зонтичных каркасов из проволоки | 1983 |
|
SU1296271A1 |
| Устройство для пробивки отверстий в плоских деталях типа печатных плат | 1976 |
|
SU599894A1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ПРЯМОУГОЛЬНЫХ ПЛАСТИН | 1970 |
|
SU264123A1 |
y%yp%
5
.
/2
