1
Известно устройство для термообработки зубьев дисковых пил, содержащее станину, суппорт с планшайбой, нагреватель, привод и механизм шагового поворота с собачкой.
Цель изобретения - обеспечить универсальность устройства и улучшить качество термообработки.
Это достигается тем, что оно снабжено многозвенным шарнирным механизмом и механизмом непрерывного поворота, выполненным в виде приводного прижимного ролика, а механизм шагового поворота выполнен в виде рычага с шарнирно закрепленной собачкой и жестким упором, связанным с кулачком.
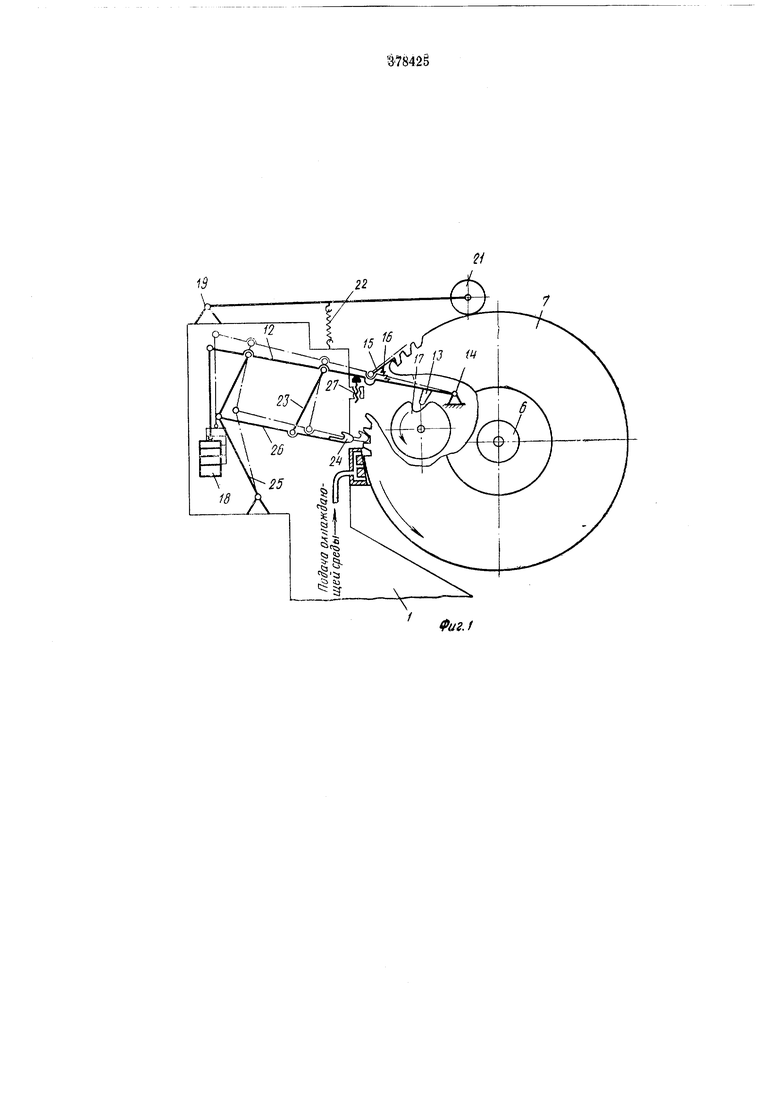
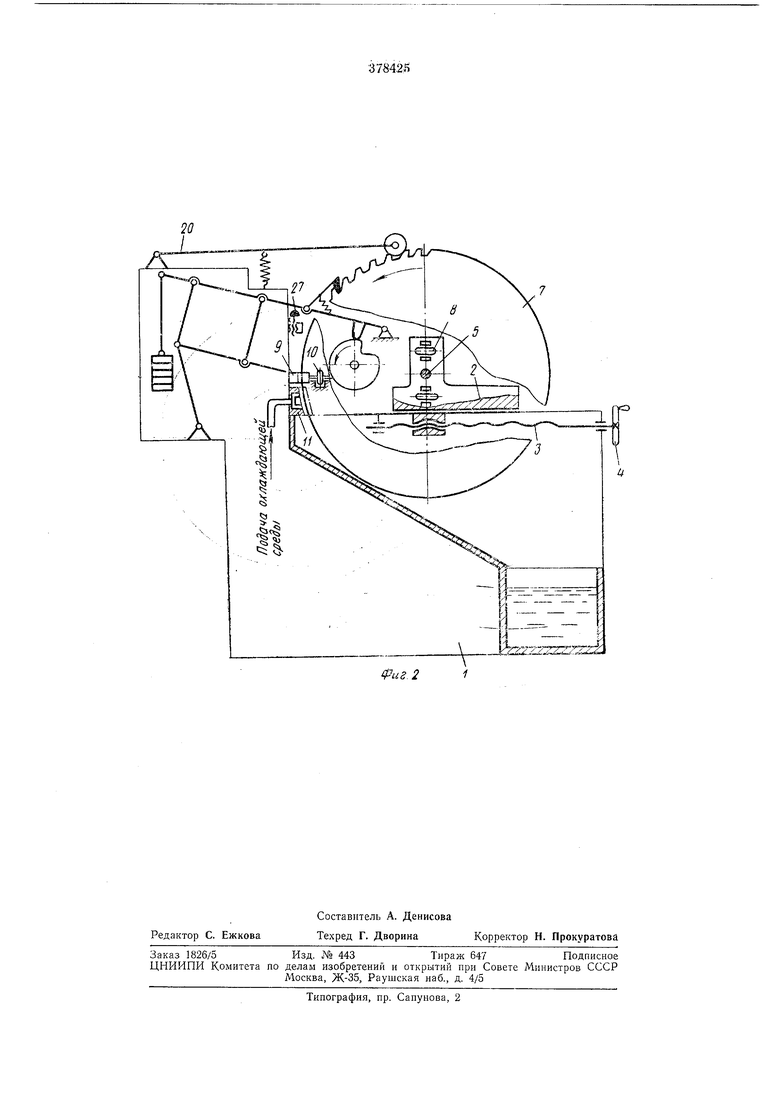
На фиг. 1 схематически изображено предлагаемое устройство с П-образным редуктором; на фиг. 2 - то же, при термической обработке режущей грани и впадины зубьев в конце шагового поворота диска.
Устройство состоит из станины /, на которой установлен передвижной суппорт 2, перемещаемый при помощи ходового винта 3 с маховиком 4, оси 5, на которой установлена планшайба 6 с закрепленным на ней пильным диском 7, опорных роликов 8, диаметрально расположенных по вертикали и укрепленных на суппорте, индуктора 9, двух боковых направляющих 10, сопла //, рычага 12 с жестким упором 13, который покачивается в вертикальной плоскости вокруг оси М, собачки
15, которая прижимается к пильному диску пружиной растяжения 16, кулачка 17, груз 18, оси 19, коромысла 20 с прижимпым роли ком 21, пружины 22, многозвенного шарнирного механизма, состоящего из .коромысел 23 шатуна 24, коромысла 25, индуктора 26, имеющего форму впадины между зубьями пильного диска и регулируемого винтового упора 27.
Работа устройства при термической обработке передней режущей грапи зубьев пильного диска с большим шагом зубьев.
При вращении кулачка 17 жесткий упор 13 рычага 12 попадает во впадину кулака 17 и под действием груза 18 рычаг поворачивается вокруг оси 14 до упора в регулируемый винтовой упор 27.
Собачка 15 опускается, поворачивая пильный диск на один шаг.
В начале поворота рычага шатун 24 с индуктором 26, связанный с рычагом коромысла ми 23 и 25, отходит от пильного диска и не мешает его повороту.
При повороте диска на один шаг его зуб, нагретый индуктором по передней режущей грани и впадине, перемещается в зону подачи охлаждающей среды из сопла 11.
По мере вращения кулака 17, жесткий упор 13 рычага скользит по профилированной части кулачка и поднимает рычаг в верхнее положение. При этом собачка, притягиваемая к диску пружиной 16, захватывает следующий зуб, а индуктор 26, укрепленный на шатуне 24, входит с заданным зазором во впадину между зубьями пильного диска и нагреваются передние режущие грани и впадины зубьев токами высокой частоты. Пока упор скользит по круговой части профиля кулачка нагреваются соответствующие поверхности зуба до тех пор, пока упор 13 снова не попадает в выемку кулачка. При этом режиме работы ролик 21, прижимаемый к зубьям пильного диска пружиной 22, отжимается зубом диска вверх, а затем попадает в промежуток между зубьями и фиксирует диск после каждого шагового поворота диска. Работа устройства при термической обработке боковых поверхностей зубьев пильного диска с большим (30-100 мм) шагом зубьев. Этот режим отличается от выщеописанного гем, что индуктор 261 снимается с щатуна 24, а на станине устанавливается П-образный стационарный индуктор 9, в щель которого входят зубья пильного диска. Для того, чтобы при вращении пильного диска, имеющего торцовое биение, выдержать требуемый зазор между диском и щеками П-образного индуктора, планшайба 6 установлена на оси 5. Пильный диск удерживается от поворота вокруг горизонтальной оси двумя опорными роликами 8, укрепленными на суппорте 2, а от поворота диска вокруг вертикальной оси- двумя боковыми направляющими 10, расположенными непосредственно у индуктора 9 и исключающими касание индуктора зубьями пильного диска. Работа устройства при термообработке пильных дисков с мелким шагом зубьев. При этом режиме зубья нагреваются с боковых поверхностей. Однако диск непрерывно вращают при помощи прижимного ролика 21. В этом случае упор 13 рычага 12 выводится из контакта с кулачком 17 упором 27, а собачка 15 выводится из зацепления с зубьями пильного диска. Зубья пильного диска проходят последовательно через щель П-образного индуктора и зону подачи охлаждающей среды, соответственно нагреваются и охлаждаются. После термической обработки диска при помощи маховика 4 и ходового винта 3 суппорт отводится от индуктора и сопла 11 в положение для смены диска. Закаленный диск снимают с планшайбы, и на его место ставят новый диск для термической обработки. После этого, перемещая суппорт 2 до регулируемого упора, его снова устанавливают в рабочее положение. При работе устройства в режимах I и II время нагрева зуба, т. е. время между двумя последовательными шаговыми поворотами, диска можно изменять за счет скорости вращения кулачка 17. Время поворота диска на шаг также может регулироваться соответствующим подбором грузов 18. Предмет изобретения Устройство для термической обработки зубьев дисковых пил, содержащее станину, суппорт с планщайбой, нагреватель, привод, кулачок, механизм шагового поворота с собачкой, отличающееся тем, что, с целью улучшения качества термообработки и обеспечения универсальности устройства, оно снабжено многозвенным шарнирным механизмом и механизмом непрерывного поворота, выполненным в виде приводного прижимного ролика, а механизм шагового поворота выполнен в виде рычага с шарнирно закрепленной собачкой и жестким упором, связанным с кулачком.
13
Фиг.1
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Зубообрабатывающий станок для изготовления крупномодульных колес внутреннего зацепления | 1983 |
|
SU1151389A1 |
| Установка для накопления кирпичей с зазором | 1986 |
|
SU1402432A2 |
| Реверсивный храповой механизм | 1977 |
|
SU771389A1 |
| Станок для заточки пил | 1977 |
|
SU763071A1 |
| Автомат для закалки кольцевых деталей с нагревом индукционными токами | 1977 |
|
SU778277A1 |
| СТАНОК ДЛЯ КОНТУРНОЙ ЗАКАЛКИ ЗУБЧАТЫХ ВЕНЦОВ | 1971 |
|
SU293049A1 |
| УСТАНОВКА ДЛЯ СЪЕМА ПЛИТКИ С ПРЕССА И УКЛАДКИ ЕЕ НА ТРАНСПОРТЕР | 1970 |
|
SU272858A1 |
| Станок для шаговой подачи листовой резины на обработку | 1972 |
|
SU438547A1 |
| Устройство для разделки кальмара | 1986 |
|
SU1389741A1 |
| Установка для наплавки торцов зубьев шестерен | 1988 |
|
SU1593820A1 |