Изобретение относится к изготовлению металлических конструкций, преимущественно балок различйого профиля и типоразмеров и может быть использовано при сборке под сварку элементов балок.
Известны устройства для сборки под сварку балок, содержащие механизмы подачи. ориентации и зажима эломеитов балок.
Эти устройства предназначены для изготовления бало-к только определенного профиля.
Целью изобретения является повыщение производительности пзте)м одновременной фиксации и сварки элементов балки при помощи механизма зажима и таким образом расщирение технологических возможностей устройства.
Это достигается тем, что механизм зажима снабжен токопроводящими вкладыщами, смонтированными на планках, соединенных через са-моустанавливающуюся Н-образную траверсу со штоками пневмоцилиндров, жестко закрепленных на ней и сблокированных с механизмом подачи элементов балок и дополнительным пневмоцилиндром, связанным с рычажным канто1вателем, установленным па траверсе над механизмом зажима.
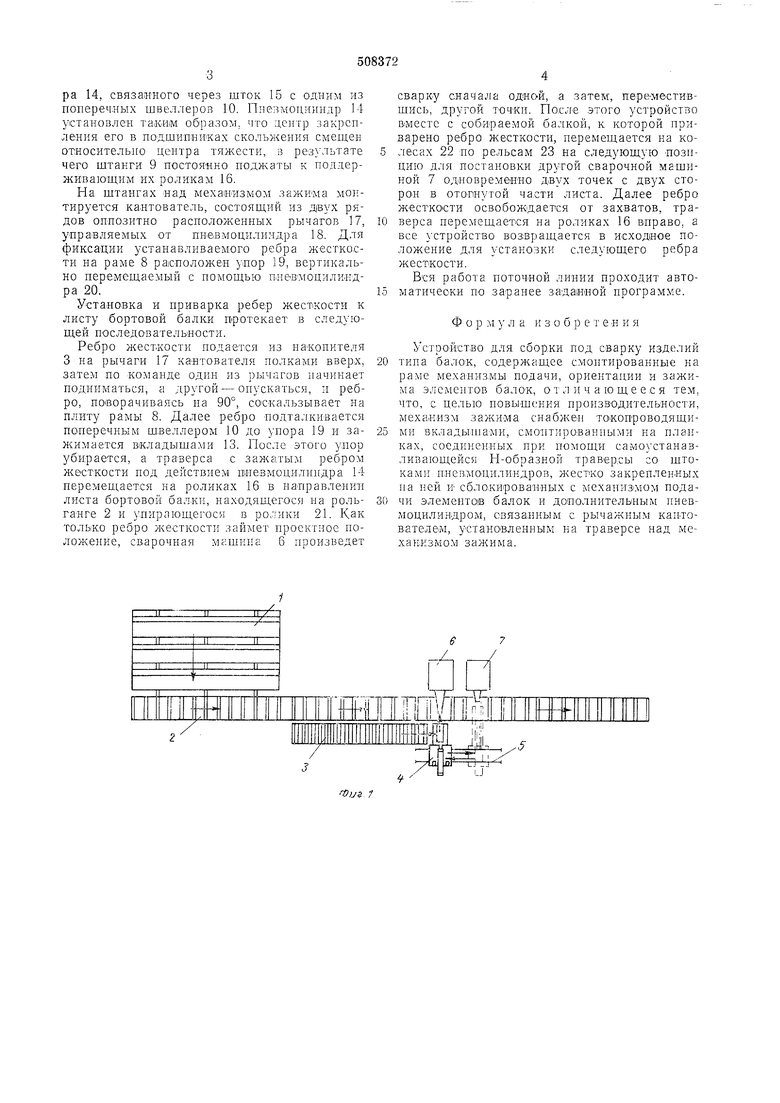
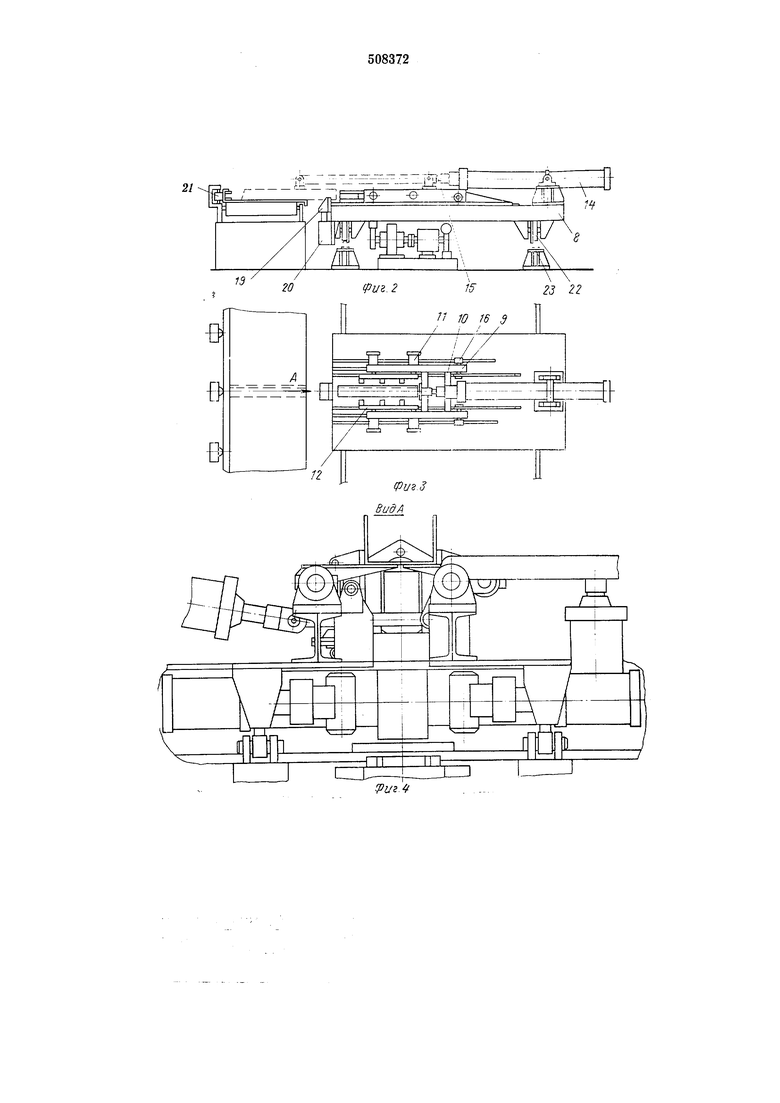
На фиг. 1 схематически изображена поточная линия для изготовления бортовой балыки; на фиг. 2 - принципиальная схема предлага2
емого устройства, вид сбоку (с условно снятым кантователем); на фиг. 3 - то же, вид свер.ху; на фиг. 4-6 - устройство в последовательных стадиях его работы.
Из накопителя 1 по рольгангу 2 подаются листы гнутого профиля изготавливаемой бортовой балки, а из накопителя 3 - ребра жесткости. С помощью устройства 4 для сборки под сварку производится установка на лист ребра жесткости и далее перемещегше собираемой балки вместе с устройством по пути 5 на один щаг для установки следующего ребра. Сварка элементов балки производится с помощью сварочных мгщин б и 7 для контактной сварки.
стройство 4 для сборки и сваркп балок является основной составной частью поточной линии.
На сварной раме 8 устройства монтируются механизм зажима и рычажный кантователь, выполненные сле.ауюцщм образом.
На Н-образной траверсе, состоящей из двух щтанг 9 1-образного сечения, связанных между собой приваренными к ним двумя поперечными швеллерами 10, крепятся пневмоцилпндры 11, со штоками которых соединены планки 12 с установленными па них токопроводящими вкладыщамп 13. Траверса выполнена са.моустанавлпвающейся за счет шарнирного крепления па раме 8 пнев.моцплпндpa 14, связанного через шток 15 с одним из поперечных швеллеров 10. Пне}чмоци} ндр 14 установлен таким образом. что центр закрепления его в подшипниках сколь)ения смещен относительно центра тяжести, s результате чего штанги 9 постоянно поджаты к поддерживающим их роликам 16.
На штангах над механизмом зажима мо} тируется кантователь, состаяш,ий из двух рядов оннозитно расположенных рычагов 17, управляемых от ппе.вмопилиндра 18. Для фиксации устанавливаемого ребра жесткости па раме 8 расположен упор 19, вертикально перемещаемый с помощью пне вмопилиндра 20.
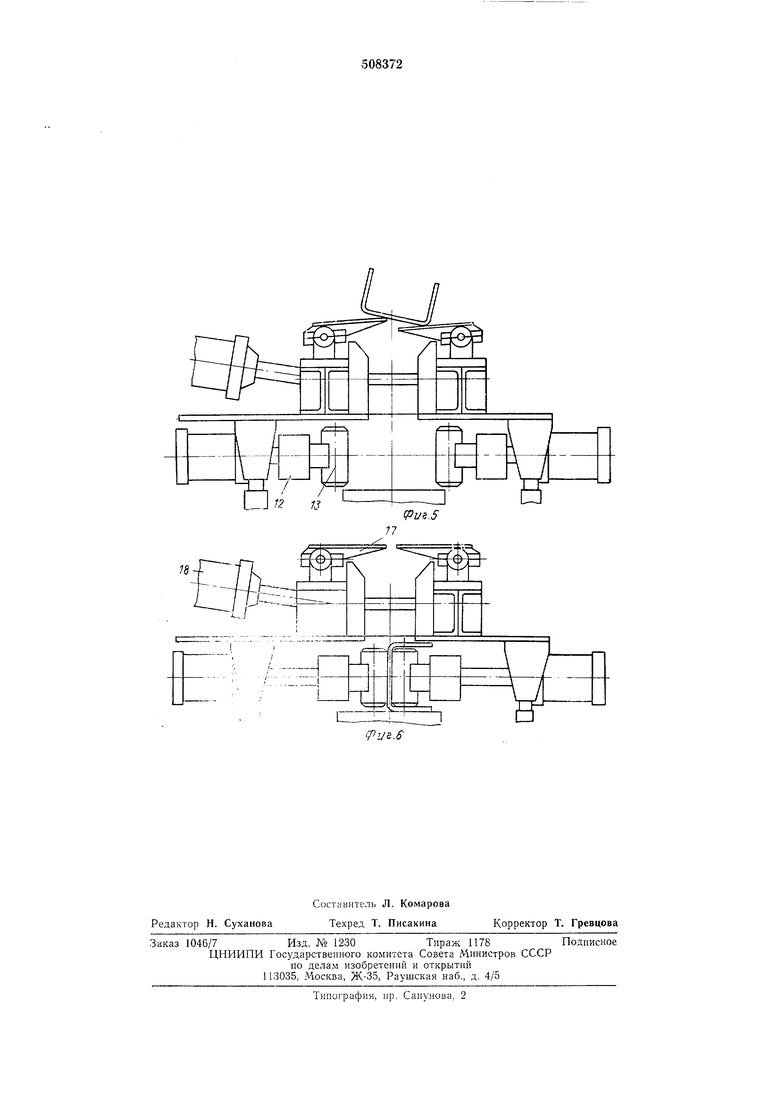
Установка и приварка ребер жесткости к листу бортовой балки протекает в следующей последовательности.
Ребро жесткости подается из паконителя 3 на рычаги 17 кантователя полками вверх, затем по команде один из рычагов начинает подниматься, а другой - опускаться, и ребро, поворачиваясь па 90°, соскальзывает на плиту рамы 8. Далее ребро подталкивается поперечным швеллером 10 до упора 19 п зажимается вкладышами 13. После этого упор убирается, а траверса с зажатым ребром жесткости под действием ппевмоцилнндра 14 перемещается на роликах 16 в направленип листа бортовой балки, находящегос.ч па рольГанге 2 и упирающегося в ролики 21. Как только ребро укесткости займет проектное положение, сварочная машина 6 произведет
сварку сначала одной, а затем, пере местившись, другой точки. После этого устройство в месте с собираемой балкой, к которой приварено ребро жесткости, перемещается на колесах 22 по рельсам 23 на следующую позппию для постановки другой сварочной машиной 7 одновременно двух точек с двух сторон в отогнутой части листа. Далее ребро жесткости освобождается от захватов, траверса перемещается на роликах 16 вправо, а все устройство возвращается в исходное положение для установки следующего ребра жесткости.
Вся работа поточной линии проходит автоматически по заранее заданной программе.
Фор м у л а и 3 о б р е т е н и я
Устройство для сборки под сварку изделий тина балок, содержащее смонтированные на раме механизмы подачи, ориентации и зажима элементов балок, отличающееся тем, что, с пелью повыщения производительности, механизм зажима снабжен токоггроводящими вкладып1ами, смонтированными на планках, соединенных при помощи самоустанавливающейся Н-образной траверсы со штоками пнегшопилиндров, жестко закрепленных на ней и- сблокированных с механизмом подачи элементов балок и дополнительным нневмоцилиндром, связанным с рычажным кантователем, установленным на траверсе над механизмом зажима.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| Поточная линия для изготовления сварных конструкций | 1976 |
|
SU654374A2 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная механизированная линия для сборки и сварки балок их двух продольных элементов с деталями насыщения | 1980 |
|
SU897452A1 |
| Автоматическая линия для изготовления длинномерных балок | 1988 |
|
SU1611671A1 |
| Устройство для сборки и сварки длинномерных полых балок | 1987 |
|
SU1599175A1 |
| Поточная линия для сборки и сварки листов в полотнища | 1976 |
|
SU647090A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1989 |
|
SU1810263A1 |
| Поточная линия для сборки и сварки листов в полотнища | 1980 |
|
SU912468A1 |
| Поточная линия для изготовления сварочных конструкций | 1974 |
|
SU524653A1 |
ШШНПШШ
ff7
/ /
TT-rr-rU-iTп
21
I
1 //
ЖГТ
ipltz.2
