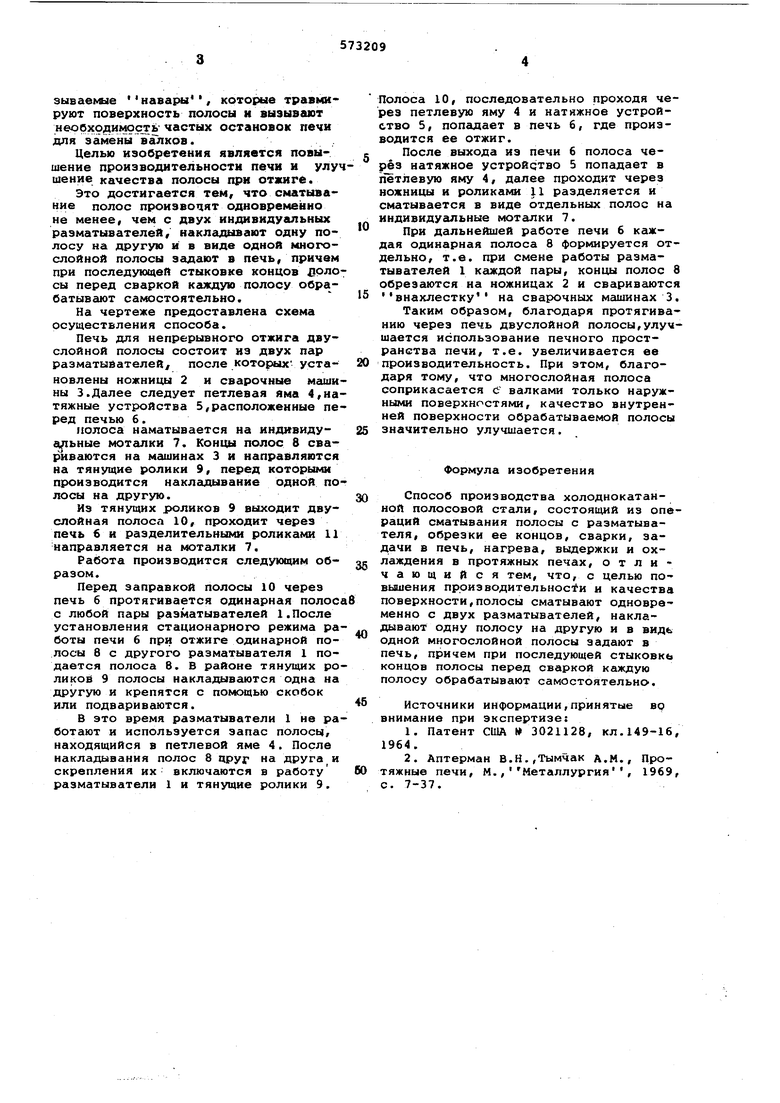
зываекые навары , которые травмируют поверхность полосы и вызывают необходимость частых остановок печи jonR замены валков. Целью изобретения является повышение производительности печи и улу шение качества полосы при отжиге. Это достигается тем, что сматывание полос производят одновременно не менее, чем с двух индивидуальных разматывателей, накладывают одну по лесу на другую и в виде одной многослойной полосы задают в печь, причем при последующей стыковке концов {поло сы перед сваркой каждую полосу обрабатывают самостоятельно. На чертеже предоставлена схема осуществления способа. Печь для непрерывного отжига двуслойной полосы состоит из двух пар разматывателей/ после которых установлены ножницы 2 и сварочные маши ны 3.Далее следует петлевая яма 4,на тяжные устройства 5,расположенные пе ред печью б. полоса наматывается на индивиду9 ьные моталки 7. Концы полос 8 свариваются на машинах 3 и направляются на тянущие ролики 9, перед которыми производится накладывание одной по лосы на другую. Из тянущих роликов 9 выходит двуслойная полоса 10, проходит через печь б и разделительными роликами 11 направляется на моталки 7. Работа производится следующим образом. Перед заправкой полосы 10 через печь 6 протягивается одинарная полос с любой пары разматывателей 1.После установления стационарного режима ра боты печи 6 при отжиге одинарной полосы 8 с другого разматывателя I подается полоса 8. В районе тянущих ро ликоб 9 полосы накладывгиотся одна на другую и крепятся с помощью скобок или подваривеиотся. В это время разматыватели 1 не ра ботают и используется запас полосы, находящийся в петлевой яме 4. После накладывания полос 8 друг на друга и скрепления их включаются в работу разматыватели 1 и тянущие ролики 9. Полоса 10, последовательно проходя через петлевую яму 4 и натяжное устройство 5, попёщает в печь 6, где производится ее отжиг. После выхода из печи 6 полоса через натяжное устройство 5 попадает в петлевую яму 4, далее проходит через ножницы и роликами 11 разделяется и сматывается в виде отдельных полос на индивидуальные моталки 7. При дальнейшей работе печи 6 каждая одинарная полоса 8 формируется отдельно, т.е. при смене работы разматывателей 1 каждой пары, концы полос 8 обрезсцотся на ножницах 2 и свариваются внахлестку на сварочных машинах 3. Таким образом, благодаря протягиванию через печь двуслойной полосы,улучшается использование печного пространства печи, т.е. увеличивается ее производительность. При зтом, благодаря тому, что многослойная полоса соприкасается С валками только наружными поверхностями, качество внутренней поверхности обрабатываемой полосы значительно улучшается. Формула изобретения Способ производства холоднокатанной полосовой стали, состоящий из операций сматывания полосы с разматывателя, обрезки ее концов, сварки, задачи в печь, нагрева, выдержки и охлаждения в протяжных печах, отличающийся тем, что, с целью повьвиения производительности и качества поверхности,полосы сматывают одновременно с двух разматывателей, накладывают одну полосу на другую и в видь одной многослойной полосы задают в печь, причем при последующей стыковкь концов полосы перед сваркой каждую полосу обрабатывают самостоятельно. Источники информацни,принятые во внимание при экспертизе: 1.Патент США 3021128, кл.149-16, 1964. 2.Аптерман В.Н.,Тымчак A.M., Протяжные печи, М.,Металлургия, 1969, с. 7-37.
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат непрерывного нанесения покрытий | 1980 |
|
SU1082861A1 |
| Способ обработки горячекатаной полосы из углеродистых сталей в непрерывно-травильном агрегате | 1981 |
|
SU1018985A1 |
| ЛИНИЯ РУЛОННОГО ПРОИЗВОДСТВА БИМЕТАЛЛА | 2001 |
|
RU2195379C2 |
| СПОСОБ ОЧИСТКИ НЕРЖАВЕЮЩЕЙ СТАЛИ ОТ ОКАЛИНЫ | 2015 |
|
RU2699135C2 |
| Поточная линия для термическойОбРАбОТКи пРОТяжНыХ издЕлий | 1979 |
|
SU829699A1 |
| Агрегат для резки стальных полос | 1981 |
|
SU1030107A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО РУЛОНА И СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО РУЛОНА | 1996 |
|
RU2125616C1 |
| Способ охлаждения холоднокатанойРулОННОй СТАли пОСлЕ ОТжигА | 1978 |
|
SU827568A1 |
| Агрегат дрессировки,правки и резки металлических полос | 1984 |
|
SU1168302A1 |
| Устройство для травления прокатанной стальной полосы и листа | 1961 |
|
SU143295A1 |

