1
Изобретение относится к области обработки металлов давлением, а точнее, к устройствам для гидростатического прессования.
Известно устройство для гидростатического прессования проволоки из спиральной заготовки, содержащее конвейер с соосно размещенным в его рабочей полости пресс-штемпелем, а также матрицу.
В существующем устройстве для гидростатического прессования проволоки ось матрицы обычно совпадает или параллельна оси контейнера, поэтому материал заготовки перед входом в матрицу подвергается пластическим деформациям изгиба и нагартовывается, что приводит к повышению потребного усилия прессования.
Кроме того, при прессовании напряжения в пресс-щтемпеле, которые превышают давление рабочей жидкости в контейнере, часто достигают такой величины, что пресс-штемшель теряет устойчивость и выходит из строя.
.В предложенном устройстве для гидростатического прессования проволоки из спиральной заготовки, с целью снижения потребного усилия прессования и облегчения возможности приема отпрессованной проволоки, матрица размещена в предусмотренном в стенке контейнера со стороны, противоположной заходу пресс-щтемпеля, отверстии, ось которого
совпадает с касательной к окружности, образованной осью спиральной заготовки. При этом пресс-щтемпель снабжен жестко закрепленным на его заходном торце хвостовиком,
служащим для размещения на нем спиральной заготовки и заходящим в предусмотренное в контейнере на выходе из рабочей полости отверстие.
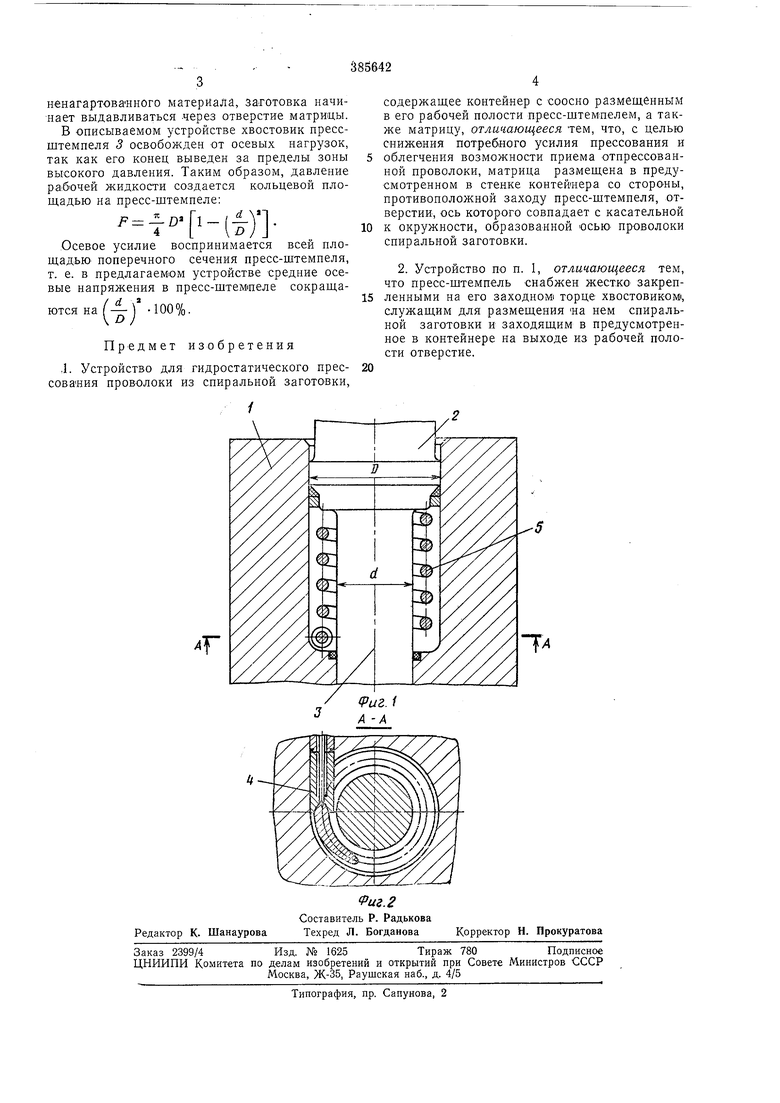
На фиг. 1 показано предлагаемое устройство; на фиг. 2 - сечение по Л-А.
Устройство состоит из контейнера /, имеющего ступенчатое отверстие, соответствующее сечениям пресс-штемпеля 2 и его хвостовика 3. В конвейер вмонтирована матрица 4, таким
образом, что ось ее совпадает с касательной к окружности, образованной осью проволоки спиральной заготовки.
Перед прессованием заготовка 5 помещается в контейнер. Торец переднего конца заготовки уплотняется по матрице.
Устройство работает следующим образом. В контейнер / заливается рабочая жидкость. При рабочем ходе пресс-штемпель 2 вводится в контейнер. При этом пресс-штем1пель и его хвостовик 3 уплотняются соответственно по больщой и меньщим ступеням контейнера.
Давление рабочей жидкости в контейнере повышается и при достижении величины, определяемой сопротивлением деформирования
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гидростатического прессования проволоки из спиральной заготовки из полимерного материала | 1989 |
|
SU1696310A1 |
| Устройство для гидропрессованияпРОВОлОКи | 1979 |
|
SU837531A1 |
| ПРЕСС ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ МЕТОДОМ ПРЕССОВАНИЯ | 1973 |
|
SU394123A1 |
| ИНСТРУМЕНТАЛЬНАЯ ОСНАСТКА К ГОРИЗОНТАЛЬНОМУ ГИДРАВЛИЧЕСКОМУ ПРЕССУ | 1972 |
|
SU349436A1 |
| Устройство для обратного гидромеханического прессования полых изделий | 1984 |
|
SU1266591A1 |
| Устройство для скальпирования заготовок | 1980 |
|
SU995964A1 |
| Инструментальный узел для гидропрессования проволоки | 1988 |
|
SU1611485A1 |
| Устройство для гидромеханическогопРЕССОВАНия | 1979 |
|
SU810327A1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1972 |
|
SU343871A1 |
| Способ разметки пресс-изделия под обрезку концов | 1980 |
|
SU863053A1 |
