1
Известные пресс-формы для прессования изделий из порошка содержат установленные коаксиально матрицу с рабочей полостью, кольцевой цуансон со связанным с ним через пружину центральным стерл нем, кольцевой выталкиватель, входящий в отверстие матрицы с противоположной пуансону стороны, а также соединяющий бункер и полость матрицы пневмопровод.
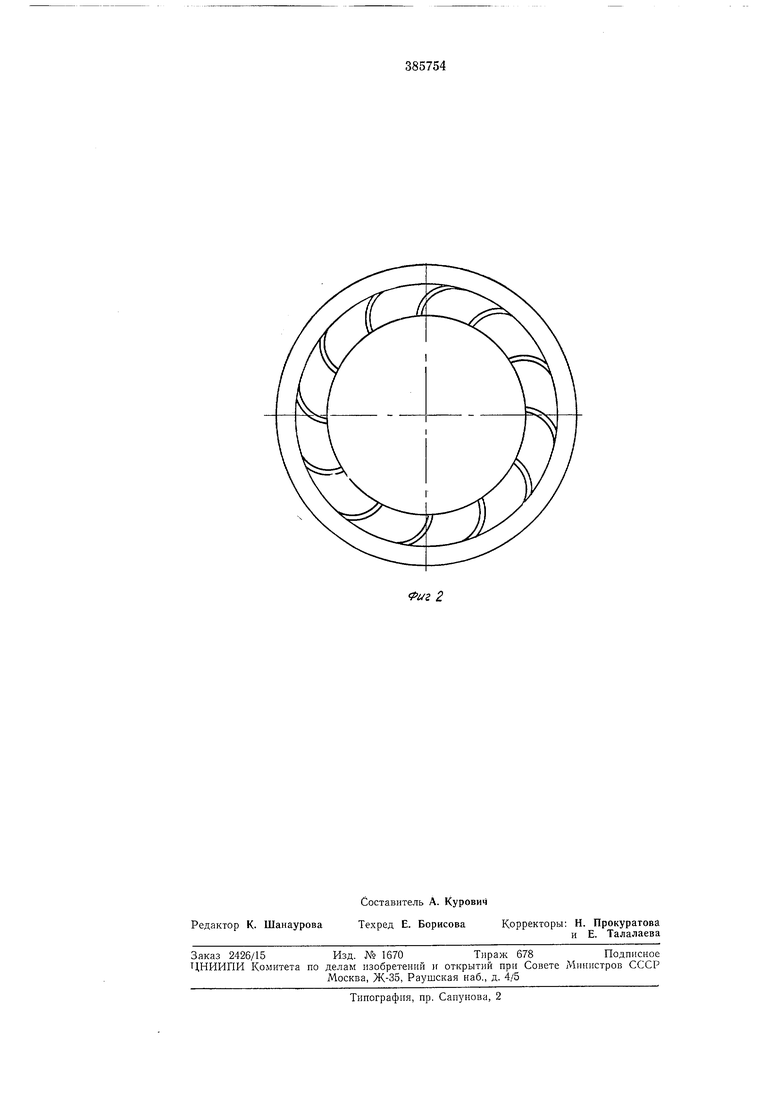
Точность дозирования порошка повышается за счет снабжения пресс-формы закрепленным на торце матрицы со стороны пуансона и охватывающим его кольцом со спиральными канавками, выполненными на обращенном к матрице торце кольца и имеющими выход во внутреннюю полость матрицы и наружную поверхность кольца, а также дополнительным трубопроводом, соединенным с бункером и с выходом канавок на наружную поверхность кольца.
На фиг. 1 изображен общий вид пресс-формы для прессования порощков; на фиг. 2 - кольцо, на торце которого имеются канавки, выполненные по спирали к окружности.
Пресс-форма состоит из матрицы /, кольца 2, стержня 3, на котором крепится клин 4 и пуансон 5. Пуансон 5 на стержне 3 фиксируется с помощью щтифта 6 и пружины 7. Ловители 8 крепятся на верхнем торце матрицы. Бункер 9 устанавливается на столе пресса или около пресса и соединяется с матрицей трубопроводами 10 и 11. Кран 12 щарнирно соединен с тягой 13. На крышке бункера 9 расположен клапан М. Пресс-форма содержит также упор 15 и выталкиватель 16.
Работа пресс-формы осуществляется следующим образом.
Порошок поступает в матрицу / из бункера 9 с помощью сжатого воздуха по трубопроводу
10 и открытому крану 12 в тот момент, когда стержень 3 входит в матрицу с соответствующим зазором, обеспечивая необходимый объем, при этом пуансон 5 перекрывает отверстие сверху матрицы, а выталкиватель 16 - снизу.
После наполнения насыпного объема порошком реле времени пресса включает движение стержня 3 вниз, а выталкивателя 16 - вверх, осуществляя при этом прессование изделия. Во время наполнения насыпного объема порошком смесь воздуха с избыточным порошком выходит из матрицы через кольцо 2 по трубопроводу // в бункер 9. Таким образом осуществляется движение смеси порошка с воздухом по замкнутой схеме между матрицей
и бункером.
Выталкивание спрессованного изделия осуществляется следующим образом. Реле времени включает движение стержня 3 и выталкивателя 16 вверх до упора 15, который, опираясь на буртик пуансона 5 и щтифт 6 ежи3
мает пружину 7, сталкивая изделие со стержня 3. В момент движения стержня вверх ловители 5 освобождаются от клина 4 и фиксируют изделие в заданном положении или сталкивают его на склиз, обеспечивая автоматический цикл работы пресс-формы.
Предмет изобретения
Пресс-форма для прессования изделий из порошка, содержащая установленные коаксиальио матрицу с рабочей полостью, кольцевой пуансон со связанным с ним через пружину центральным стержнем, кольцевой выталкиватель, входяндий в отверстие матрицы с противоположной пуансону стороны, а также соединяющий бункер и полость матрицы пневмопровод, отличающаяся тем, что, с целью повышения точности дозирования порошка, она снабжена закрепленным на торце матрицы со стороны пуансона и охватывающим его кольцом со спиральными канавками, выполненными на обраи1,енном к матрице торце кольца и имеющими выход по внутреннюю полость матрицы и на наружную поверхность кольца, а также дополнительным трубопроводом, соедииенным с бункером и выходом канавок на наружную поверхность кольца.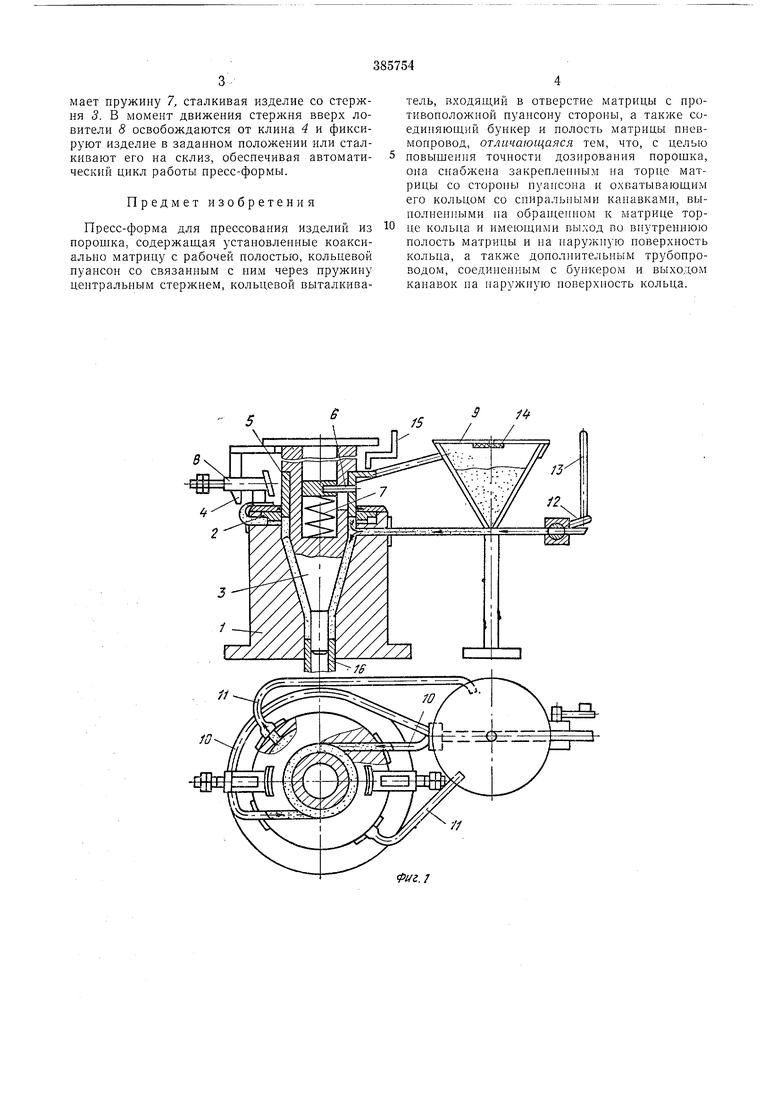
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для металлических порошков | 1982 |
|
SU1031764A1 |
| Устройство для прессования изделий из порошка | 1981 |
|
SU946801A1 |
| УСТРОЙСТВО ДЛЯ НАПРЕССОВЫВАНИЯ ПОРОШКА НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ВТУЛОК | 1995 |
|
RU2102188C1 |
| СПОСОБ ПРЕССОВАНИЯ ДВУХСЛОЙНЫХ ПОРОШКОВЫХ МНОГОФУНКЦИОНАЛЬНЫХ ИЗДЕЛИЙ С ВЕРТИКАЛЬНЫМ РАСПОЛОЖЕНИЕМ СЛОЕВ | 2011 |
|
RU2475335C1 |
| Машина для изготовления кольцевых брикетов из порошкообразных материалов | 1983 |
|
SU1123885A1 |
| Устройство для изготовления двухслойных изделий трубчатой формы | 1982 |
|
SU1084115A1 |
| Устройство для прессования изделий из порошков | 1978 |
|
SU753644A1 |
| Устройство для прессования порошка | 1980 |
|
SU942885A1 |
| Устройство для изготовления двухслойных изделий трубчатой формы | 1984 |
|
SU1250393A1 |
| Пресс-форма | 1985 |
|
SU1320020A1 |
3
/
Фиг. 7
