1
Изобретение относится к области станкостроения.
Известны многошпиндельные полуавтоматы последовательного действия, содержащие колонну, несущие суппорты с м-ногоинструментальной наладкой, поворотный стол с рабочими шпинделями. Однако при использовании известных полуавтоматов точность обработки недостаточна из-за неточности расстановки шпинделей, пригонки фиксирующих элементов и износа рабочих поверхностей в процессе эксплуатации.
Для повышения точности обработки в предлагаемом полуавтомате колонна выполнена жестко связанной с поворотным столом, а суппорты снабжены съемными каретками, удерживаемыми на данной позиции обработки во время поворота стола захватами, установленными на неподвижной части полуавтомата.
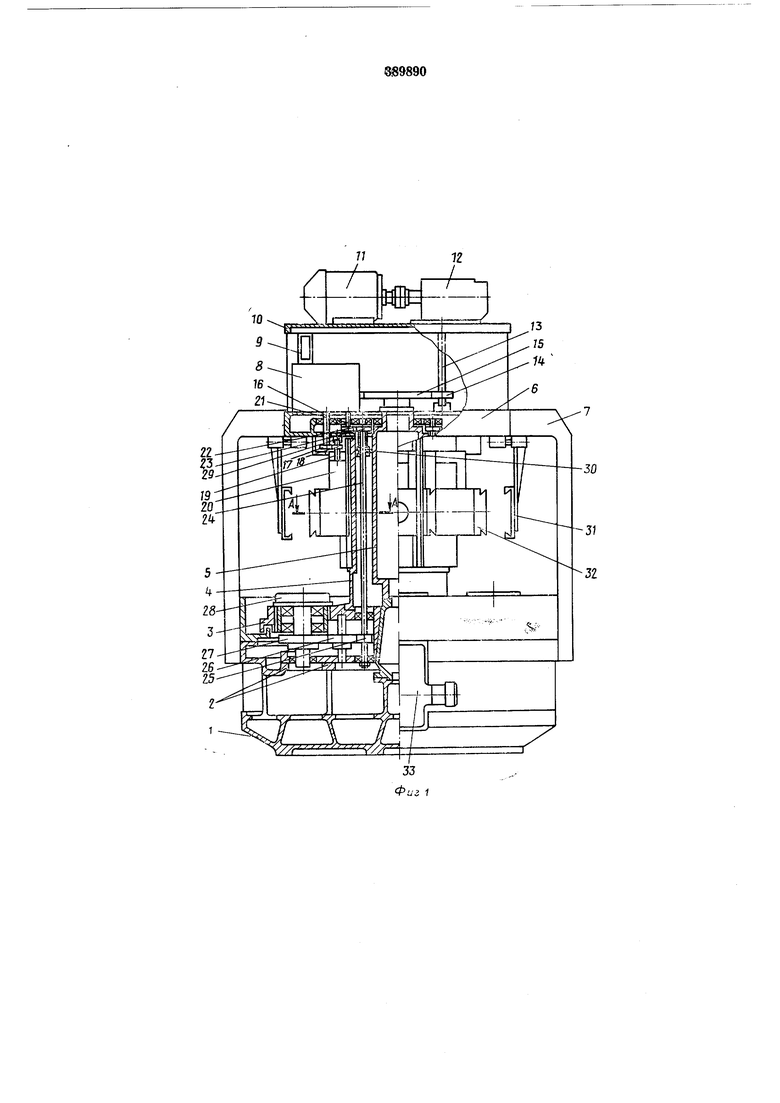
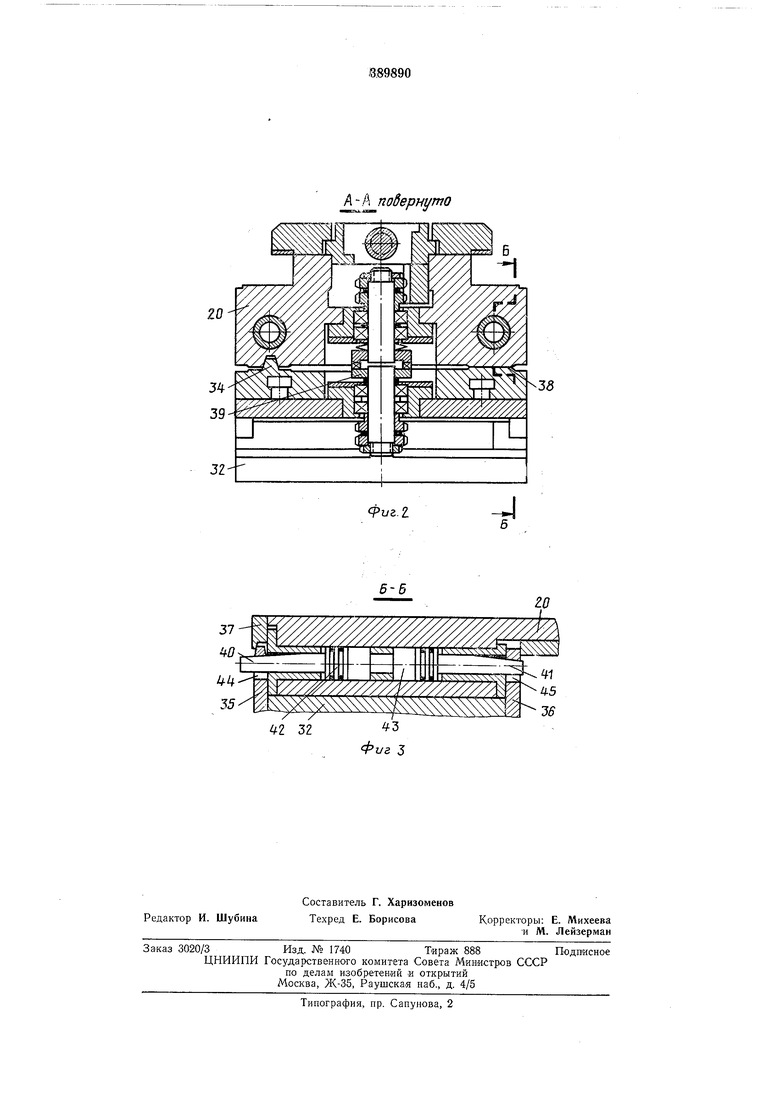
На фиг. 1 показан описываемый полуавтомат, вертикальная проекция; на фиг. 2- разрез по А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 2.
Станок включает основание 1, на круговых направляющих 2-которого расположен стол 3, жестко связанный с колонной 4 и перемещающийся с ней как одно целое. Стол 3 и колонна установлены с возможностью вращения на центральной стойке 5, на которой укреплен нижний венец 6, соединенный с основанием 1 боковыми стойками 7. На нижнем венце 6 установлены коробки 8 скоростей и подач. На коробках 8 подач имеются стойки 9, на которые опирается верхний венец 10. На верхнем венце 10 расположены электродвигатель // и редзктор 12; который валом 13, шестерней 14 и раздаточной шестерней 15 передает вращение на коробки 8 скоростей и подач. Нз коробки 8 скоростей выходит вал 16, который через шестерню 17 и падающую подпружиненную шестерню 18 передает движение подач «а ходовой винт 19 суппорта 20. Вал 21, также выходящий из коробки 8 скоростей, через шестерню 22, падающую подпружиненную шестерню 23, вал 24, шестерни 25-27 передает движение на шпиндель 28. Кулач;Ки 29 и 30 для вывода падающих щестерен 18 и 23 из зацепления с шестернями 17 и 22 при повороте колонны. Захваты 31, расположенные на рабочих позициях, служат для съема и удержания кареток 32 суппортов во время поворота стола с колонной на следующую позицию. Для поворота стола служит специальное устройство 33.
Для центрирования каретки 32 и суппорта 20 служит клиновой выступ 34 каретки 32 и кронштейны 35 и 36, прикрепленные к каретке 32, причем выступ кронштейна 35 входит в паз кронштейна 37, прикрепленного к суппорту 20. Кроме того, суппорт и каретка соприкасаются друг с другом по точно пригнанным плоским поверхностям 38. Муфта 39 служит для разъединения привода поперечного перемещения каретки 32 во время ее съема. Для крепления каретки 32 к суппорту 20 служат штоки 40 и 41 поршней 42, расположенных в гидроцилиндрах 43, выполненных в корпусе суппорта. Штоки 40 и 41 имеют с одной стороны скосы, угол наклона которых выбран таким, чтобы обеспечить самоторможение штоков в отверстиях 44 и 45 кронштейнов 35 и 36.
Станок работает следуюш,им образом.
Перед началом обработки деталей съемные каретки 32 установлены на суппортах 20, при этом в гидроцилиБдры 43 подается жидкость под давлением, благодаря чему поршни гидроцилиндров, а вместе с ними и штоки 40 и 41 перемещаются наружу, и благодаря малым углам ско€ов на штоках 40 и 41 каретки
32надежно удерживаются на cyninopTax 20. Для обработки деталей включают электродвигатель 11, при этом вращение через редуктор 12, вал 13, шестерню 14 и раздаточную шестерню 15 передается на коробки 8 скоростей и подач. От коробок 8 движение передается двумя потоками.
Через вал 16, шестерни 17 я 18 я ходовой винт происходит движение подачи суппорта 20. Через вал 21, шестерни 22 и 23, вал 24, шестерни 25-27 движение передается на шпиндель 28, на котором установлена обрабатываемая деталь. После окончания цикла обработки суппорты отводятся в исходное положение, каретки 32 суппортов 20 снимаются захватами 31 и включается устройство
33поворота стола 5. При этом во время поворота стола 3 с колонной посредством кулачков 29 и 30 происходит осевое смешение падающих шестерен 18 и 23, благодаря чему
осуществляется разъединение приводов подач и вращения шпинделей, а захваты 31 удерживают каретки 32 на тех же самых позициях обработки.
После фиксации стола в новом положении подпружиненные падающие шестерни 18 и 23 сходят с кулачков 25 и 50 и под действием пружин входят в зацепление с шестернями 17 и 22 привода подач и вращения шпинделей.
Захваты 31 устанавливают каретки 32 на суппорты 20. Центрирование каретки при установке ее на суппорте выполняется выступом 34, который входит в паз суппорта 20, а
также двумя кронштейнами 35 и 36, которые охватывают выступ корпуса суппорта 20. Кроме того каретки 32 и суппорт 20 для облегчения подгонки имеют точно обработанные поверхности 38.
Крепление каждой каретки 32 к суппорту 20 осуществляется двумя парами штоков 40 и 41.
После фиксации и закрепления каретки 32 на суппортах 20 цикл работы полуавтомата
повторяется.
Предмет изобретения
Многошпиндельный полуавтомат последовательного действия, содержащий колонну, несущую суппорты с многоинструментальной наладкой, поворотный стол с рабочими шпинделями, отличающийся тем, что, с целью
повышения точности обработки, колонна выполнена жестко связанной с поворотным столом, а суппорты снабжены съемными каретками, удерживаемыми на данной позиции обработки во время поворота стола захватами, установленными на неподвижной части полуавтомата.
Д-.Д подернуто
32
| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикальный многошпиндельный станок | 1990 |
|
SU1722701A1 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
| Многопозиционный станок для обработки тонкостенных корпусов емкостей | 1976 |
|
SU749494A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| УНИВЕРСАЛЬНЫЙ ПОЛУАВТОМАТ ДЛЯ НАНЕСЕНИЯ РИСОКНА ШКАЛАХ | 1969 |
|
SU244654A1 |
| ПОЛУАВТОМАТ ДЛЯ НАБИВКИ СЕРДЕЧНИКОВ ТРАНСФОРМАТОРОВ | 1964 |
|
SU165819A1 |
| Многошпиндельный токарный станок | 1982 |
|
SU1047601A1 |
| ПОЛУАВТОМАТ ДЛЯ ОБРАБОТКИ КЕРАМИЧЕСКИХ ДЕТАЛЕЙ ПОСЛЕ ЛИТЬЯ | 1972 |
|
SU324155A1 |
| УСТРОЙСТВО для ВАКУУМНОЙ КАЛИБРОВКИ ТРУБОК | 1970 |
|
SU278057A1 |
| Установка для упаковки рулонов на поддоне | 1979 |
|
SU861174A1 |
/// ///////// /////7 :,
42 32
5-6
.1
35
Фг/г 3
