1
Описываемое устройство предназначено для массового изготовления из металлической ленты мелких деталей типа трубчатых - контактов, например, в электротехнической и радиотехнической промышленности.
Известно устройство для изготовления из ленты деталей типа втулок, содержащее кинематически связанные между собой механизм подачи ленты, механизм предварительной гибки, выполненный виде пуансона с несколькими рабочими поверхностями и матрицы, а также механизм окончательной гибки в виде соосно установленных оправки и сердечника.
Для расширения технологических возможностей и обеспечения возможности изготовления втулок с фланцем предлагаемое устройство снабжено дополнительным бойком-пуансоном, установленным соосно с механизмом окончательной гибки с возможностью осевого возвратно-поступательного движения, при этом оправка и сердечник механизма окончательной гибки смонтированы на ползуне, подвижном в направлении, перпендикулярном оси подачи.
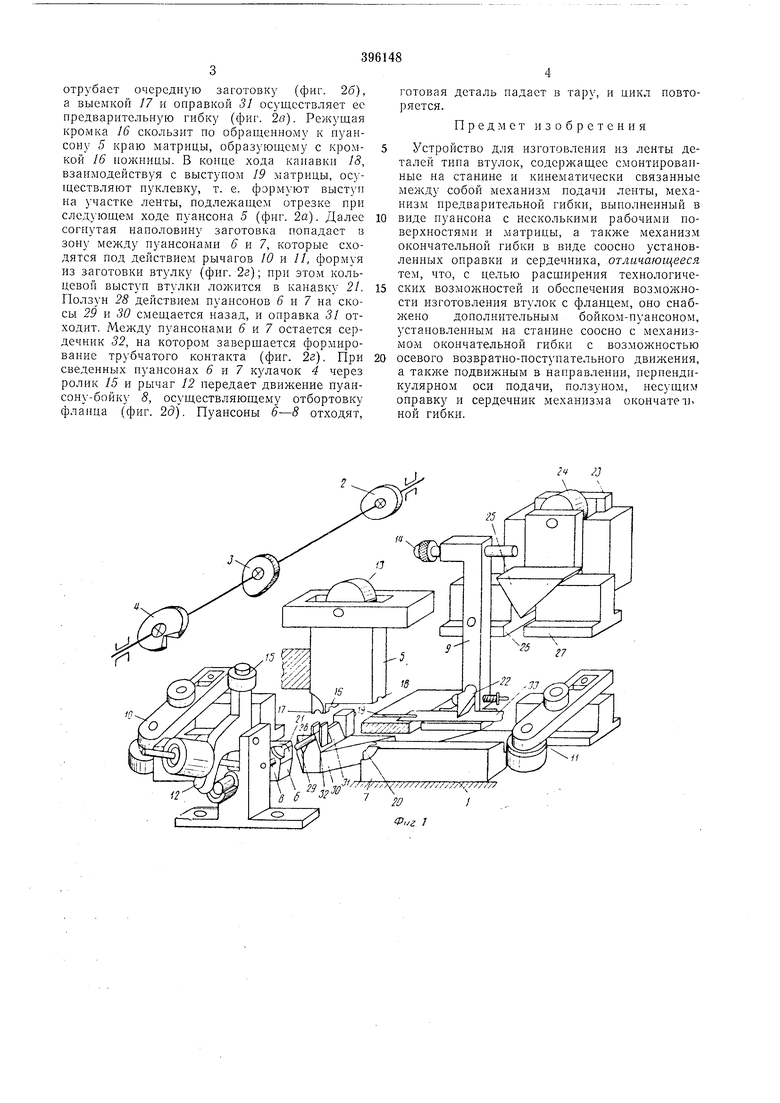
На фиг. 1 схематически представлен обш,ий вид предлагаемого устройства в аксонометрии; на фиг. 2 - переходы обработки детали прессом.
На станине 1 смонтированы связанный с приводом кулачковый вал с кулачками 2-4, пуансоны 5-7 и пуансон-боек S, а также рычаг 9 клещевой подачи и рычаги 10-12 для
передачи движения к пуансонам. На пуансоне 5 и рычаге 12 предусмотрены ролики 13- 15, взаимодействующие с кулачками 2-4. Пуансон 5 снабжен режущей кромкой 16, выемкой 17 и канавкой 18. В станине предусмотрена матрица с выступом 19. В пуансонах 6 и 7 выполпены канавкп 20 п 21 для кольцевого выступа детали. Рычаг 9 клещевой подачи снабжен подпружиненным зубом 22.
В станпне 1 смонтирован вертикальный
ползун 23 с роликом 24, взаимодействующим с кулачком 2. На ползуне 23 закреплен .клин 25, воздействующий через толкатели 26 и 27 на рычаги 10 и 11 (на чертеже элементы 23- 27 смещены для наглядности).
В станине / смонтированы горизонтальный 28 со скосами 29 и 30, взаимодействующими с соответствующими скосами пуансонов 6 и 7. Нолзун 28 несет оправку 31 с сердечником 32.
Устройство работает следующим образом. Кулачок 3, действуя на ролик 14, поворачивает рычаг 9, и зуб 22 подает ленту с рулона 33 на длину одной заготовки. Далее кулачок 3 взаимодействует с роликом 13, опуская
пуансон 5, последний режущей кромкой 16
отрубает очередную заготовку (фиг. 26), а выемкоР 17 и оправкой 31 осуществляет ее предварительную гибку (фиг. 20). Режущая кромка М скользит по обращенному к пуансону 5 краю матрицы, образующему с кромкой 16 ножницы. В конце хода канавки /5, взаимодействуя с выступом 19 матрицы, осуществляют нуклевку, т. е. формуют выступ на участке ленты, подлежащем отрезке при следующем ходе пуансона 5 (фиг. 2а). Далее согнутая наполовину заготовка попадает в зону между пуансонами 6 п 7, которые сходятся под действием рычагов 10 и //, формуя из заготовки втулку (фиг. 2г); при этом кольцевой выступ втулки ложится в канавку 21. Ползун 28 действием пуансонов (з и 7 на скосы 29 и 30 смендается назад, и оправка 31 отходит. Между пуансонами 5 и 7 остается сердечник 32, на котором заверщается формирование трубчатого контакта (фиг. 2г). При сведенных пуансонах 5 и 7 кулачок 4 через ролик 15 и рычаг 12 передает движение пуансону-бойку 8, осуществляющему отбортовку (фиг. 2d). Пуансоны 6-8 отходят.
готовая деталь падает в тару, и цикл повторяется.
Предмет изобретения
Устройство для изготовления из ленты деталей типа втулок, содержащее емонтировапные на станине и кинематически связанные между собой механизм подачи ленты, механизм предварительной гибки, выполненный в
виде пуансона с несколькими рабочими поверхностями и матрицы, а также механизм окончательной гибки в виде соосно установленных оправки и сердечника, отличающееся тем, что, с целью расщирения технологических возможностей и обеснечения возможности изготовления втулок с фланцем, оно снабжено дополнительным бойком-пуансоном, установленным на станине соосно с механизмом окончательной гибки с возможностью
осевого возвратно-поступательного движения, а также подвижным в направлении, перпендикулярном оси подачи, ползуном, несущим оправку и сердечник механизма окончатеи. ной гибки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ВТУЛОК из ЛЕНТЫ | 1972 |
|
SU349443A1 |
| Автомат для изготовления двух ветвевых пружин с отогнутыми концами | 1989 |
|
SU1657263A1 |
| Автомат для изготовления пружинных колец | 1982 |
|
SU1063517A1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| Автомат для изготовления изделий из листового материала | 1981 |
|
SU1033347A1 |
| Штамп для изготовления свертных втулок из плоских заготовок | 1980 |
|
SU978989A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Автомат для изготовления двухветвевых пружин с отогнутыми концами | 1982 |
|
SU1052304A1 |
| Автомат для изготовления деталей из проволоки | 1987 |
|
SU1470404A1 |

2-4 J
