Изобретение относится к общему машиностроению и предназначено для комплектации партии деталей.
Известны приспособления с автоматически выставляемыми упорами для комплектации партии деталей. Упоры расположены в корпусе попарно и связаны между собой двуплечим рычагом, выставляющим один из них при воздействии подаваемой на комплектацию детали на другой.
Предлагаемое приспособление отличается от известного тем, что с целью ускорения настройки приспособления на различные варианты комнлектации в зависимости от числ1а деталей в комплекте упоры выполнены свободно плавающими в гнездах корпуса и расположены секциями, число которых равно числу вариантов настройки, причем в каждой паре упоров упор, расположенный дальше от подаваемой детали, выполнен со скосом, Н1аправленным в сторону этой детали.
При этом упоры со скосом смонтированы в гнездах только той секции, которая работает 1при заданном варианте комплектации деталей.
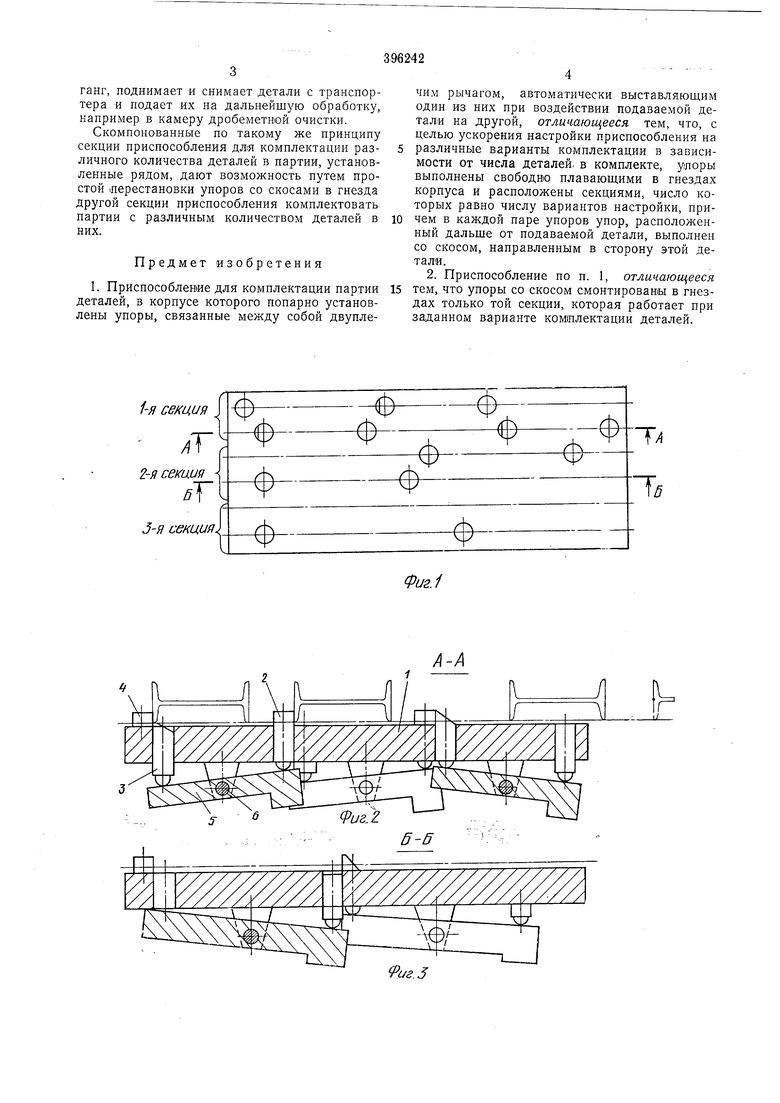
На фиг. 1 изображено предлагаемое приспособление в плане; на фиг. 2 - то же, разрез А-Л по секции, комплектующей четыре детали; на фиг. 3 - то же, разрез Б-Б по секции, комплектующей три детали.
В отверстиях корпуса 1 свободно перемещаются цилиндрические упоры 2 и упоры со скосом 5. Первый цилиндрический упор 4 неподвижен. Каждая пара упоров 3 и 2 взаимодействует друг с другом через рычаги 5, качающиеся вокруг осей 6. Рычаги 5 выполнены таким образом по весу, что уторы 2 при отсутствии деталей в зоне приспособления всегда утоплены, а упоры 3 выставлены.
При нодаче транспортером (на фиг. 1 показан щтрих-пунктирной линией) первой заготовки, например двутавра, она проходит над всеми упорами 2, утапливая и отпуская упоры 3 до упора 4. При этом ее передний конец
утапливает упор со скосом 3 первой 1пары упоров. Утонув, упор 3 через рычаг 5 выставляет цилиндрический упор 2 своей пары. Следующая заготовка доходит уже до этого выставленного упора 2 и утапливает упор со скосом
3 следующей пары, выставляя при этом следующий цилиндрический упор 2. И так далее. На фиг. 1 показаны две заготовки, уже установленные на месте, а третья заготовка в движении. Так как детали на транспортере
расположены с некоторым интервалом, то подача партии деталей в зону приспособления осуществляется непрерывным движением транспортера. После установки всей партии деталей другое транспортное средство, например рольГанг, поднимает и снимает детали с транспортера и подает их на дальнейшую обработку, например в камеру дробеметной очистки.
Скомпонованные по такому же принципу секции приспособления для комплектации различного количества деталей в партии, установленные рядом, дают возможность путем простой .перестановки упоров со скосами в гнезда другой секции приспособления комплектовать партии с различным количеством деталей в них.
Предмет изобретения
1. Приспособление для комплектации партии деталей, в корпусе которого попарно установлены упоры, связанные между собой двуплечим рычагом, автоматически выставляющим один из них при воздействии подаваемой детали на другой, отличающееся тем, что с целью ускорения настройки приспособленияна различные варианты комплектации в зависимости от числа деталей, в комплекте, упоры выполнены свободно плавающими в гнездах корпуса и расположены секциями, число которых равно числу вариантов настройки, цричем в каждой паре упоров упор, расположенный дальше от подаваемой детали, выполнен со скосом, направленным в сторону этой детали.
2. Приспособление по п. 1, отличающееся тем, что упоры со скосом смонтированы в гнездах только той секции, которая работает при заданном варианте комплектации деталей.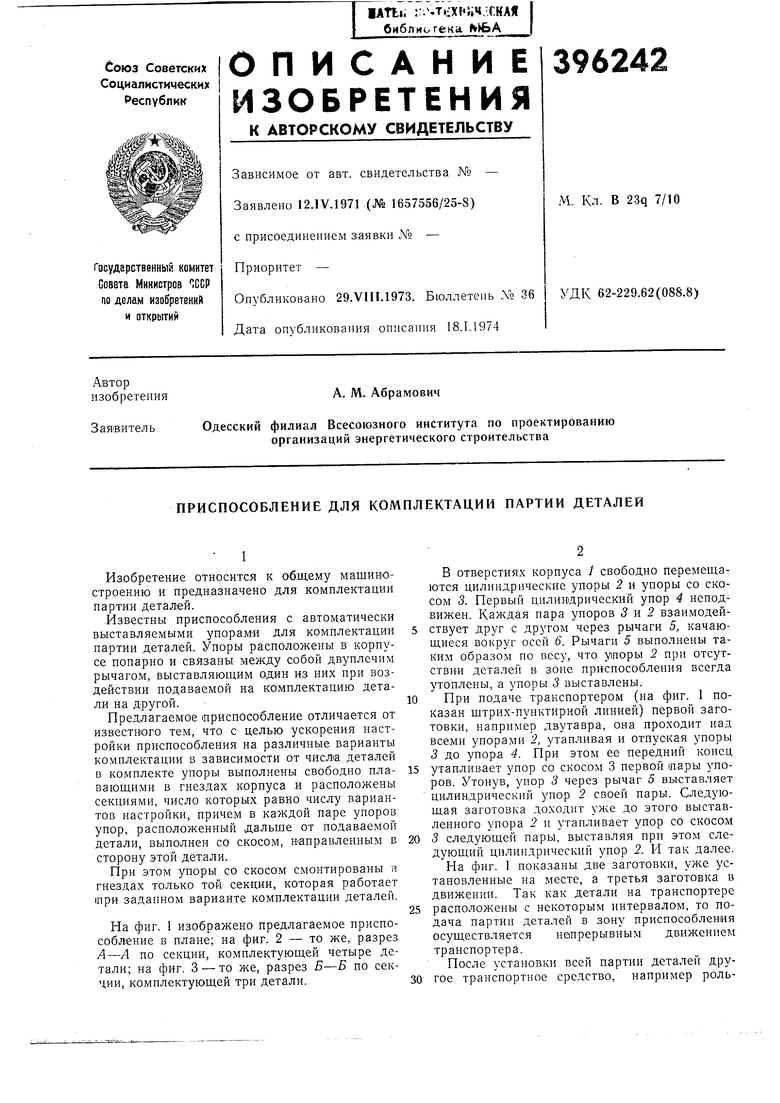
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ КРОМОК ЗАГОТОВОК ПРЯМОУГОЛБНЫХ ПЛАСТМАССОВБ1Х ДЕТАЛЕЙ | 1970 |
|
SU272531A1 |
| Загрузочно-разгрузочное устройство | 1984 |
|
SU1331631A1 |
| Устройство для сборки корпусных деталей с комплектующими | 1988 |
|
SU1511042A1 |
| Комплектующий участок | 1989 |
|
SU1722781A1 |
| Пресс для штамповки деталей из полосового материала | 1976 |
|
SU597473A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ (ПРОКАТА) | 2001 |
|
RU2214893C2 |
| Устройство для нанесения клея на зубчатые соединения деталей из древесины | 1989 |
|
SU1662853A2 |
| Многосторонний фуговально-строгальный станок | 1987 |
|
SU1562136A1 |
| Устройство для зажима детали | 1984 |
|
SU1225702A1 |
| Автоматическая переналаживаемая ли-Ния | 1979 |
|
SU837771A1 |
2-Я сещия
J-я сениия.
