Изобретение относится к станкостроению, в частности к агрегатным станкам.
Известны устройства для продольного точения к агрегатному станку, корпус которого с зажимными средствами детали смонтирован на поворотном столе.
Цель изобретения - осуществить детали и сообщить ей продольную подачу.
Это достигается тем, что цанга зажима детали, которым снабжено устройство, выполнена раскрывающейся ходом силовой головки, например, с помощью рычага, поворачиваемого упором на силовой головке. Последняя снабжена подпружиненной штангой с центром на конце. В цанге зажима установлен силовой щток с вращающимся центром на конце, подвижный вдоль оси от выдвижной пиноли силовой головки, например с помощью передачи упор-рейка-шестерня.
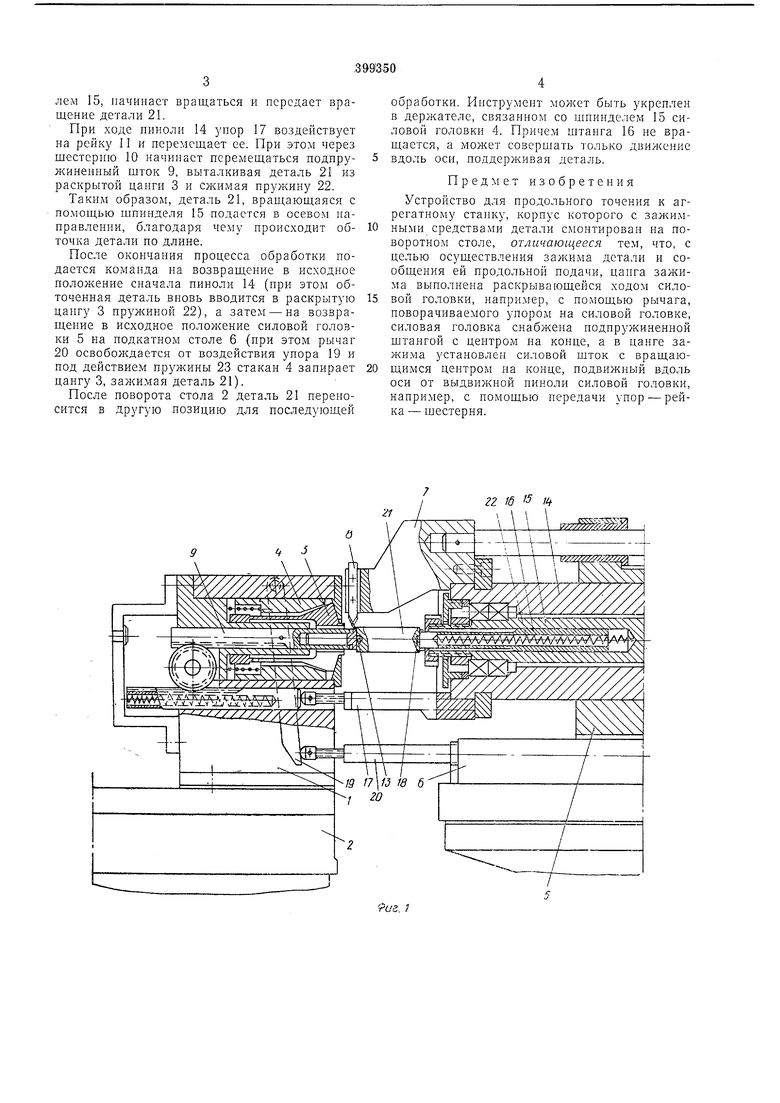
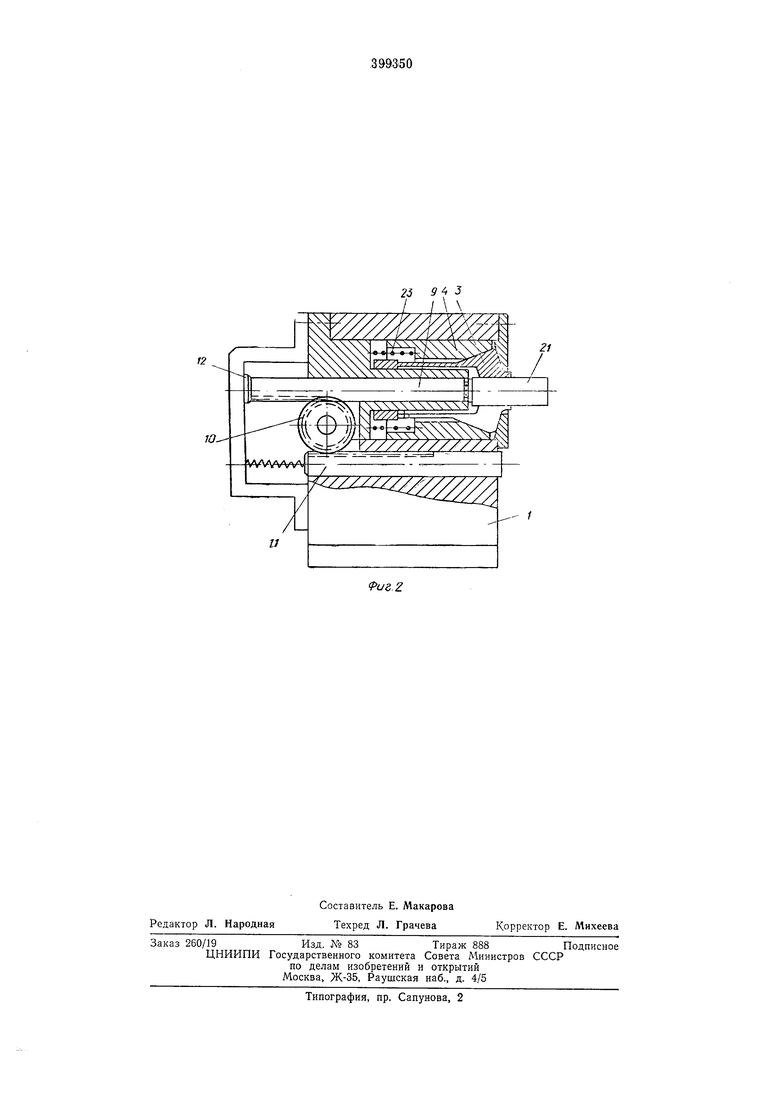
На фиг. 1 показана зажимная цанга со щтоком в исходном положении; на фиг. 2 - устройство в крайнем рабочем положении силовой головки, продольный разрез.
Корпус 1 установлен на поворотном столе 2 агрегатного станка и несет зажимную цангу 3, которая раскрывается и закрывается подпружиненным стаканом 4. Силовая головка 5 расположена на подкатном столе 6, а на кронштейне 7 укреплен резец 8.
Соосно цанге 3 установлен шток 9, связанный через щестерню 10 с рейкой 11. В исходном положении щток 9 поджат к базе 12 корпуса 1.
В щток 9 на подшипниках вмонтирован вращающийся центр 13.
В корпусе силовой головки 4 в пиноли 14 смонтирован шпиндель 15, в котором установлена подпружиненная штанга 16. На пиноли 14 укреплен упор 17. Штанга 16 снабжена центром 18 для центрирования обтачиваемой детали.
На подкатном столе 6 установлен упор 19, воздействующий на рычаг 20, связанный с подпрул иненным стаканом 4.
При ходе силовой головки 5 на подкатном столе 6 центр 18 подпрул иненной штанги 16 входит в предварительно подготовленное базовое отверстие на залсатой цангой 3 детали 21. Деталь 21 залсимается меладу подпружиненным штоком 9 и штангой 16 с помощью пружины 22. Далее упор 19 подкатного стола 6 нал имает на рычаг 20, отжимающий стакан 4 и раскрывающий цангу 3. Деталь 21, освобожденная от цанги 3, сцентрирована между щтоком 9 и штангой 16 с помощью центров 13 и 18.
Включают вращение шпинделя 15 силовой
головки 4 и подается команда на подачу пиноли 14, Штанга 16, сцепленная со шпинделем 15, начинает вращаться и передает вращение детали 21. При ходе пиноли 14 упор 17 воздействует на рейку 11 и перемещает ее. При этом через шестерню 10 начинает передмещаться подпружиненный щток 9, выталкивая деталь 21 из раскрытой цанги 3 и сжимая прзжину 22. Таким образом, деталь 21, вращающаяся с помощью шпинделя 15 подается в осевом направлении, благодаря чему происходит обточка детали ио длине. После окончания нроцеееа обработки подается команда на возвращение в исходное положение сначала пиноли 14 (при этом обточенная деталь вновь вводится в раскрытую цангу 3 пружиной 22), а затем - на возвращение в исходное положение силовой головки 5 на подкатном столе 6 (нри этом рычаг 20 освобождается от воздействия упора 19 и под действием пружины 23 стакан 4 запирает цангу 3, зажимая деталь 21). После поворота стола 2 деталь 21 переносится в другую позицию для последующей обработки. Инструмент может быть укреплен в держателе, связанном со шпинделем 15 силовой головки 4. Причем штанга 16 не вращается, а может cosepuJaTb только движение вдоль оси, поддерживая деталь. Предмет изобретения Устройство для продольного точения к агрегатному станку, корпус которого с зажимными средствами детали смонтирован на поворотном столе, отличающееся тем, что, с целью осуществления зажима детали и сообщения ей продольной подачи, цанга зажима выполнена раскрывающейся ходом силовой головки, например, с помощью рычага, поворачиваемого упором на силовой головке, силовая головка снабжена подпружиненной штангой с центром на конце, а в цанге зажима установлен силовой шток с вращающимся центром на конце, подвижный вдоль оси от выдвижной пиноли силовой головки, например, с помощью передачи упор - рейка - щестерня.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Автоматическая линия для обработки концов длинномерных деталей | 1985 |
|
SU1337236A1 |
| Тонко-расточной станок | 1973 |
|
SU476943A2 |
| Роторный автомат для сверления | 1975 |
|
SU509350A1 |
| Поворотно-зажимное устройство | 1983 |
|
SU1127745A1 |
| Зажимной патрон | 1985 |
|
SU1296313A1 |
| Многопозиционный агрегатный станок | 1989 |
|
SU1779544A1 |
| Захват | 1980 |
|
SU905061A1 |
| ПОЛУАВТОМАТ ДЛЯ ОБРАБОТКИ КЕРАМИЧЕСКИХ ДЕТАЛЕЙ ПОСЛЕ ЛИТЬЯ | 1972 |
|
SU324155A1 |
| Автомат для фрезерования круглых деталей | 1983 |
|
SU1189599A1 |
22 Ю 5 щ
J
2J S 3
L I
