тонкостенных изделий с развитой поверхностью типа радиаторов в связи с увеличением брака по спаям и другим дефектом.
Цель изобретения - повышение производительности и улучшение качества изделий.
Кроме того, применение линии для отливки тонкостенных изделий в облицованных кокилях приводит к улучпшнию условий труда, ликвидируя большие потоки смеси, запылеиность и уменьшая плошади смесеириготовительных отделений в связи с уменьшением количества смеси в обороте, примерно в 20 раз по сравнению с отливкой в земляные формы.
Линия отличается тем, что вертикальнозамкнутое устройство для перемеш,ения моде лей размешено между вертикальным накопителем кокилей и кантователем и снабжено наf-ревателями, расиоложенными под транспортпруюшими элементами, а заливочный рольганг смонтирован наклонно в направлении, перпендикулярном к направлению движения кокилей. Вертикальные накопители выполнены в виде приводных штанг с закрепленными на них многорядными откидными кулачками и неподвижно установленных многорядных кулачков и снабжены .фрикционно-прпводными консольно-раздвижными роликами.
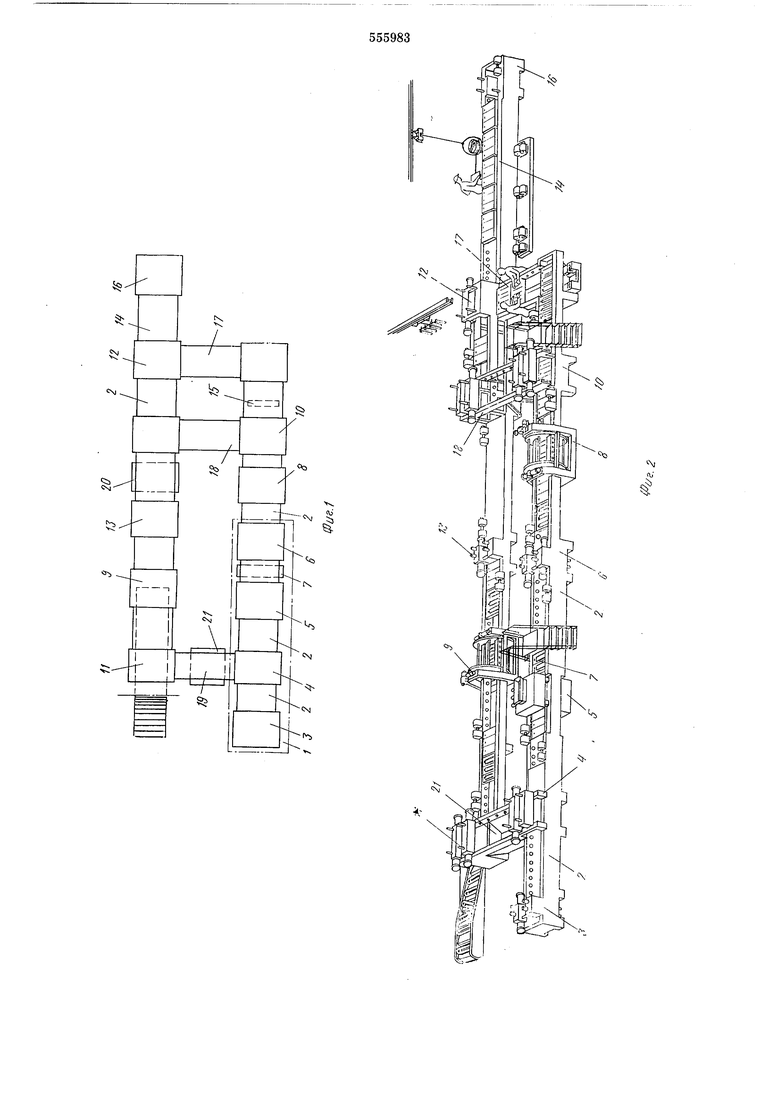
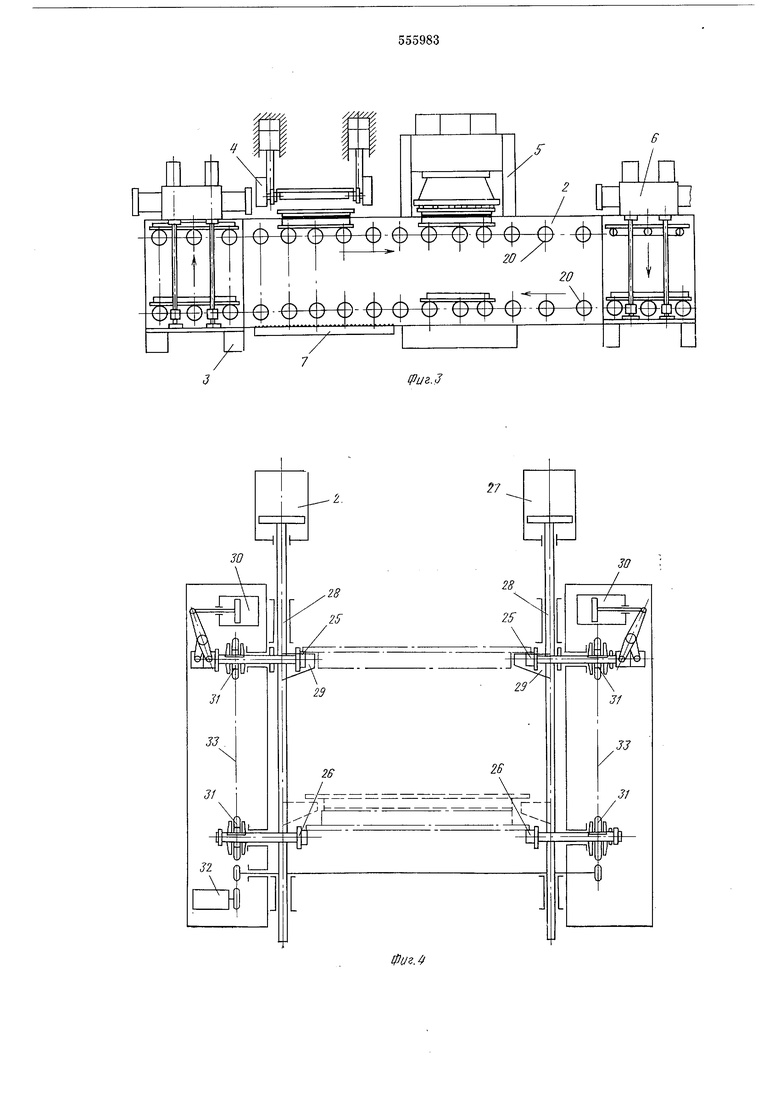
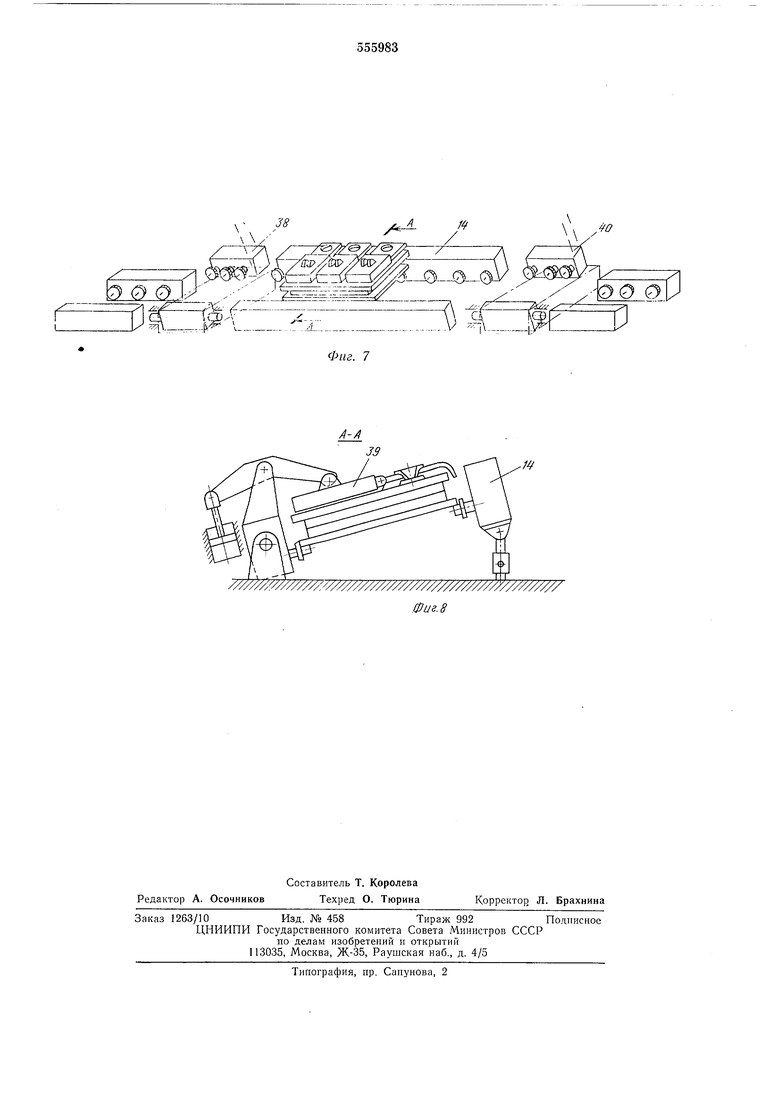
На фиг. 1 .представлена схема линии; на фиг. 2-вид линии в аксонометрии; на фиг. 3- схема вертикально-замкнутого устройства для перемещения моделей; на фиг. 4-схема механизма сборки оснастки; на фиг. 5-схема механизма разборки оснастки; на фиг. 6-схема вертикального накопителя кокилей; на фиг. 7 - схема заливочного рольганга; на фиг. 8 - разрез ио А-А на фиг. 7.
Линия включает вертикально-замкнутое устройство 1 для иеремеш,ения моделей. Оно состоит из приводных рольгангов-накопителей 2, механизма 3 подъема с нижнего ряда роликов на верхний, механизма 4 сборки оснастки, смонтированного за механизмом подъема над верхним рядом роликов, машины 5 для нанесения облицовки на кокиль и механизма 6 разборки оснастки, горизонтального опускания и возврата моделей на нижний ряд роликов и выдачи кокилей в линию, установленного в конце участка, причем рольганги-накопители 2 имеют нагревательные устройства 7, расположенные под роликами.
Линия включает также кантователи 8, 9, вертикальные накопители 10, 11 кокилей, механизм 12 сборки кокилей, механизм 13 разборки кокилей, заливочный рольганг 14, отсекатель 15 оснастки, механизм 16 опускания залитых кокилей, поперечный рольганги-накопители 17, 18, 19, нагревательные устройства 20, 21.
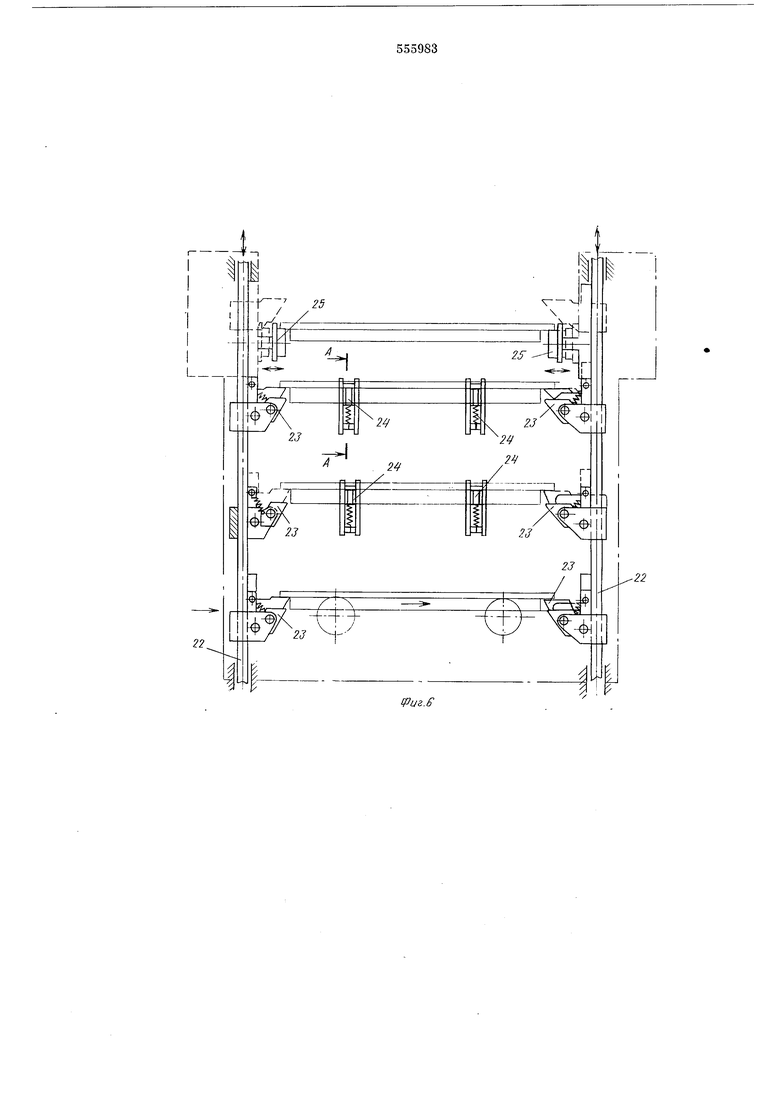
Вертикальные накопители выполнены (см. фиг. 6) в виде перемещающихся штанг 22 с закрепленными на них многорядными откидными кулачками 23 и неподвижно установленных на станине многорядных кулачков 24 и снабжены фрикционно-приводными консольно-раздБижными роликами 25.
Рольганги-нарсопители 2 имеют фрикиионноприводные консольные ролики 26.
Механизмы сборки 12 и разборки 13 кокилей, механизмы сборки 4 и разборки 6 оснастки, механизмы 3 подъе.ма снабжены также фрикционно-приводпыми коисольно-раздвижными роликами 25. Лииия работает следуюпшм образом. По верхним роликам рольганга-накопителя
2 в механизм 4 сборки оснастки подают модели, с поперечного рольганга-накопителя 19 на ролики 25 мехаппзма - кокили (см. фиг. 4). После этого пневмоприводами 27 иоднпмают штанги 28 с захватами 29, снимая кокиль с
роликов 25. Пневмоприводы 30 раздвигают ролики 25, затем штанги 28 с захватами 29, опускают кокиль на модель, т. е. собирают их. В конце опускания захваты освобождают оснастку (кокиль с моделью), она перемещается
приводными роликами 26 из сборщика в машину 5 для нанесения облицовки на кокиль. Одновременно задвигаются ролики 25, далее цикл повторяется. Ролики 25 и 26 вращаются с помощью подпружиненных фрикционно-приводных звездочек 31 от электропривода 32 через цеппую передачу 33. При неодновременном приходе в механизм 4 кокилей и моделей ролики под ранее поданной оснасткой прекращают врашение, предохраняя оснастку от разрушения.
Оснастка, поступившая в машину 5, останавливается, зазор между кокилем и моделью заполняется облицовочной смесью, затем оснастка со смесью по роликам перемешается к механизму 6 разборки.
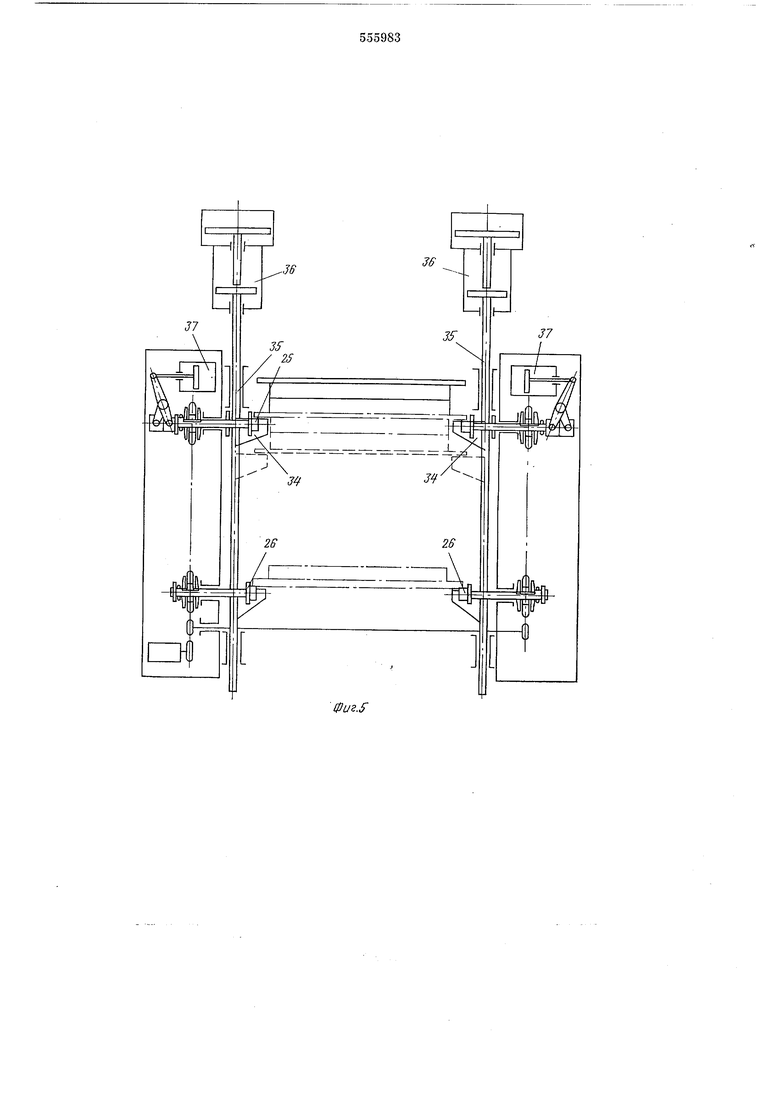
Оснастка с затвердевиюй коркой поступает в механизм 6 (фиг. 5) разборки оснастки по роликам 25, далее захваты 34, закрепленные на штангах 35 подъемника со сдвоенным пневмоприводом 36, снимают оснастку с роликов 25, которые затем раздвигаются с помощью пневмопривода 37. Далее верхний цилиндр пневмопривода 36 опускает оснастку в цромежуточное положение, при котором ролики 25
оказываются между моделью и кокилем. В этом положении ролики вводятся между буртами кокиля и модели. Дальнейшее опускание штанг 35 происходит с помощью нижнего цилиндра пневмопривода 36, при этом кокиль,
облицованный коркой, зависает на роликах 25, а модель захватами 34 протягивается и горизонтально опускается на нижние ролики 26 рольганга-накопителя 2 и возвращается к механизму 3 подъема. Одновременно с перемещением модели подогреваются с помощью нагревательного зстройства 7. Зависщий на приводных роликах 25 облицованный кокиль после протяжки модели перемещается в линию .кантователя 8, а па его место поступает следующая оспастка. Далее цикл повторяется. Привод роликов механизма 6 разборки аналогичен приводу механизма 4 сборки оснастки. Нагретые модели проходят к началу вертикально-замкнутого устройства и перемещаются роликами в механизм 3 подъема, далее
модели поднимаются с роликов 25 на верхние и ими подаются к механизму 4 сборки оснастки. В связи с наличием на участке нескольких моделей и кокилей операции на механизмах 3-6 происходят непрерывно и совмещены по времени. Кокиль, находяш,ийся в кантователе 8, поворачивается вверх ладом на 180° для осмотра, причем кокиль «верха кантуется дважды п возвращается в исходное положение «ладом вниз, а кокиль «низа кантуется один раз и продолжает движение «ладом вверх. Далее кокили «верха рольгангом-накопителем подаются в вертикальный накопитель 10, а кокили «низа свободно проходят через вертикальный накопитель, поступают на поперечный приводной рольганг-накопитель 17 установки стержней. Кокили «верха, остановленные отсекателем 15 в вертикальном накопителе 10, поднимаются вверх периодическим перемещением штанг 22 с закрепленными на них многорядными откидными кулачками 23 (см. фиг. 6). Кокили при подъеме заставляют кулачки 24 повернуться вокруг оси, после прихода кокилей они освобождаются и под действием пружин занимают исходное положение под кокилем. При обратном ходе щтанг 22 поднятые кокили укладываются на кулачки 24, а кулачки 33, встречая кокили, отжимаются аналогично кулачкам 24, и в нижнем положепии штанг возвра цаются в горизонтальное исходное положение. Верхние кокили укладываются на фрикционно-приводные консольно-раздвижные ролики 25, которые в начале подъема находятся Б положении и задвигаются в верхнем положении штанг, подхватывая кокили с захватов 29. Далее ролики 25 перемещают кокили на поперечный рольганг 18 и далее в механизм 12 сборки кокилей, на нижние ролики которого после установки стержней поступают кокили низа.
В случае отсутствия кокилей «верха на начальной позиции рольганга-накопителя вертикальный накопитель поднимает и выдает на поперечный рольганг 18 ранее принятые кокили. Механизм 12 сборки кокилей работает аналогично механизму 4 сборки оснастки и после сборки выдает кокили на заливочный рольганг 14. Приемная секция 38 заливочного рольганга (фиг. 7) после прихода собранных кокилей поворачивается вокруг оси, расположенной на наружном от заливщика коробе рольганга на угол, соответствующий углу наклона заливочного рольганга, кокили роликами перемещаются на заливочную секцию, нагружаются грузом 39 и после заливки и некоторой выдержки поступают на установленную под тем же углом секцию 40, аналогичную секции 38, которая поворачивает кокили в горизонтальное положение. Далее кокили поступают на механизм 16 (фиг. 1) и опускаются на участок охлаждения. Механизм опускания кокилей работает аналогично механизму сборки оснастки, но он опускает на нижniiii ряд роликов не один кокиль, а собранный комплект. По рольгангу-накопителю с фрикиионно-ириводными роликами залитые кокили перемещаются к механизму 13 разборки, аналогичному по конструкции механизму 4 сборки оснастки. Залитые кокили останавливаются, верхний кокиль с захватами щтангового подъемника поднимается, а кокиль низа с отливкой перемещается но роликам из механизма разборки к кантователю 9, после чего на ролики рольганга опускается верхний кокиль,
который также перемещается из разборщика. Одновременно на его место поступает новый комплект собранных кокилей. Кантователь 9 поворачивает кокиль «низа на 180°, отливки выталкиваются на пластинчагый транспортер,
который уносит их за пределы линии. Кокиль «верха проходит через кантователь 9 без поворота. После кантователя кокили «низа и «верха поочередно перемещаются к вертикальному накопителю 11, работающему аналогично вертикальному накопителю 10. С помощью устройства для очистки кокили освобождаются от остатков облицовки. Далее по поперечному рольгангу-накопителю 19 кокили подаются в м:еханизм 4 сборки оснастки, предварительно иагреваясь до требуемой температуры нагревательным устройством 21, затем цикл повторяется.
Формула изобретения
1. Линия для изготовления отливок, преимущественно радиаторов, в облицованных кокилях, включающая вертикально-замкнутое устройство с транспортирующими элементами для перемещения моделей, машину для
нанесения облицовки на кокиль, приводные рольганги-накопители, механизмы сборки и разборки кокилей, вертикальные накопители кокилей, кантователи, заливочный рольганг и устройство для нагрева оснастки, отличающ е е с я тем, что, с целью повышения производильности и улучшения качества отливок, вертикально-замкнутое устройство для перемещения моделей размещено между вертикальным накопителем кокилей и кантователем
и снабжено нагревателями, расположенными под транспортирующими элементами, а заливочный рольганг смонтирован наклонно в направлении, перпендикулярном к направлению движения кокилей.
2. Линия по п. 1, отличающаяся тем, что вертикальные накопители кокилей выполиены в виде приводных щтанг с закрепленными на них многорядными откидными кулачками и неподвижно установленных многорядных кулачков и снабжены фрикционно-приводными консольно-раздвижными роликами.
М
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия литья в формы преимущественно кокили,облицованные жидкими самотвердеющими смесями | 1983 |
|
SU1119219A1 |
| ЛИНИЯ литья в ОБЛИЦОВАННЫЕ КОКИЛИ | 1973 |
|
SU407641A1 |
| Блок разборки-сборки кокилей с моделями кантовки кокилей и изменения направления движения моделей линии литья в облицованные кокили со скользящей оснасткой | 1976 |
|
SU607648A1 |
| Линия литья в облицованные кокили | 1976 |
|
SU737113A1 |
| Линия литья в облицованные кокили с вертикальной плоскостью разъема | 1980 |
|
SU1066735A1 |
| Кокиль | 1975 |
|
SU707685A1 |
| Манипулятор для разборки облицованных кокилей | 1990 |
|
SU1763086A1 |
| Линия литья в облицованные кокили | 1981 |
|
SU954178A1 |
| Устройство для разборки и очистки облицованных кокилей с горизонтальным разъемом | 1979 |
|
SU859022A1 |
| Манипулятор разборки облицованных кокилей | 1981 |
|
SU996094A1 |
М
ПИ
J
nS
ц
«г Р
f ГЧ
|°7l Н гН
оМ N
«ъ
ч
b
nl ,
cr
ч
25
23
2 2
Риг.е D 0 О Х .Фиг. 7
/4 /О
