1
Изобретение отиосится к индукционным устройствам для закалки деталей.
Известно устройство для закалки цилиндрических поверхностей токами высокой частоты, содержащее петлевой индуктор и механизм вращения.
Целью изобретения является создание устройства для непрерывно-последовательной закалки деталей с криволинейным профилем, например пазового кулака.
Это достигается тем, что устройство снабжено копиром, выполненным по форме закаливаемого профиля и установленным на шпинделе механизма вращения.
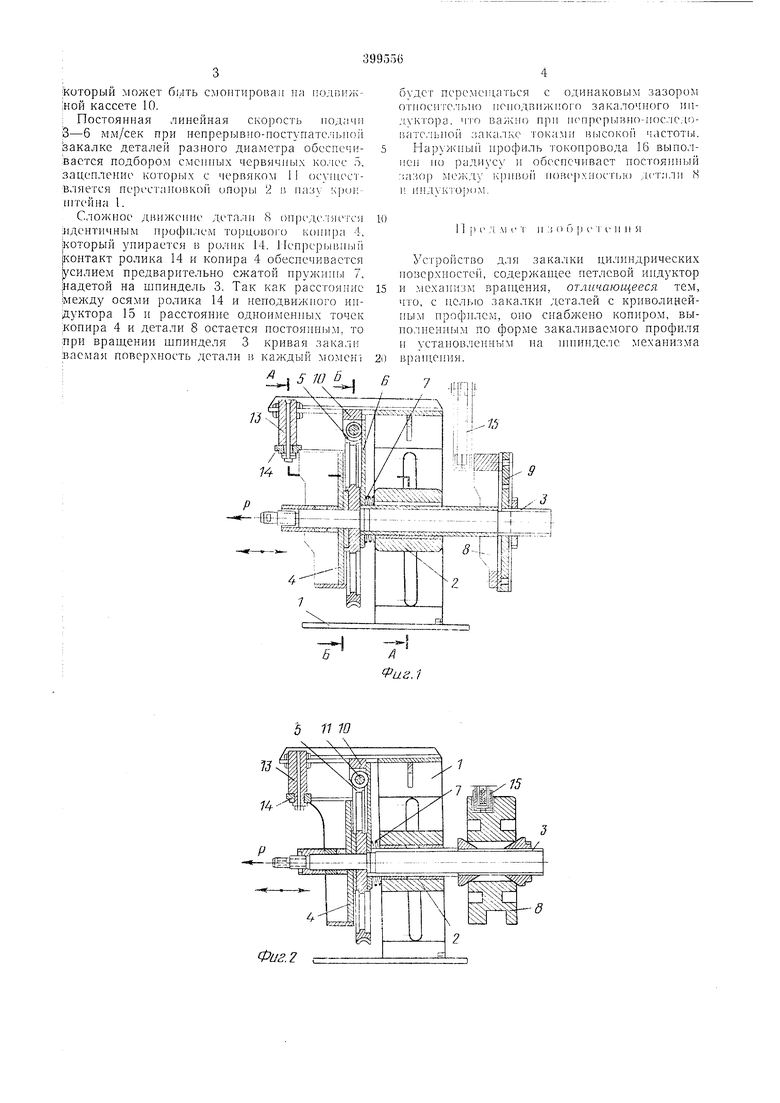
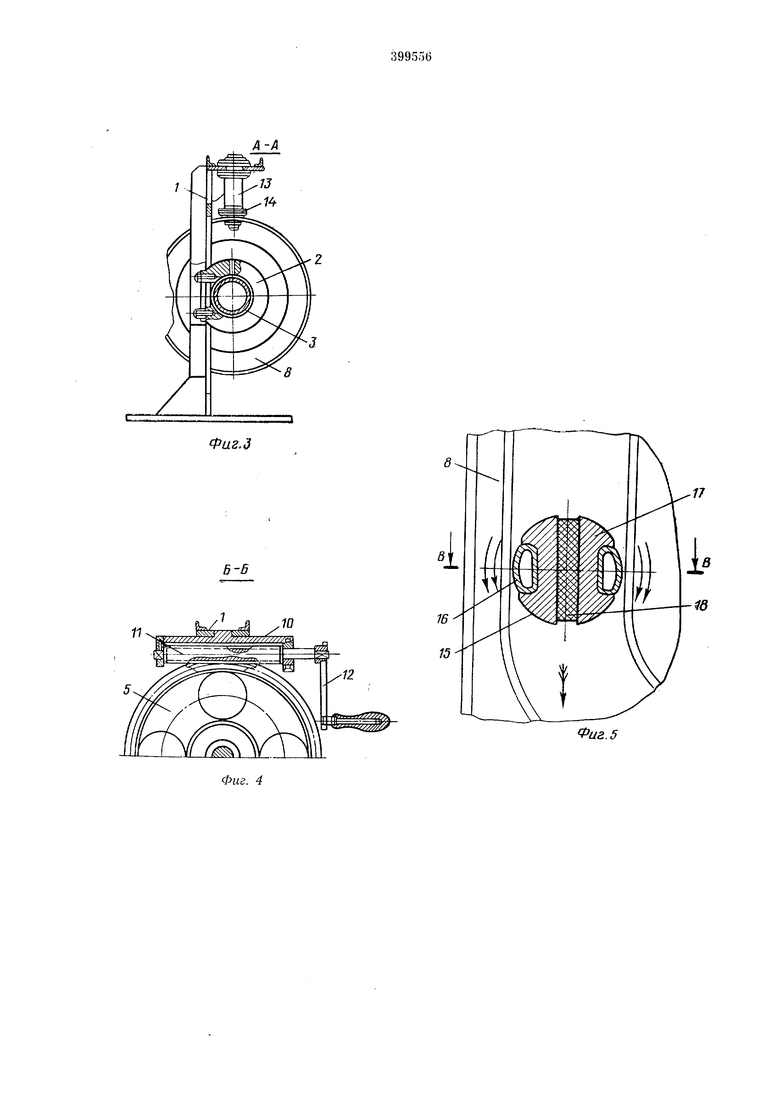
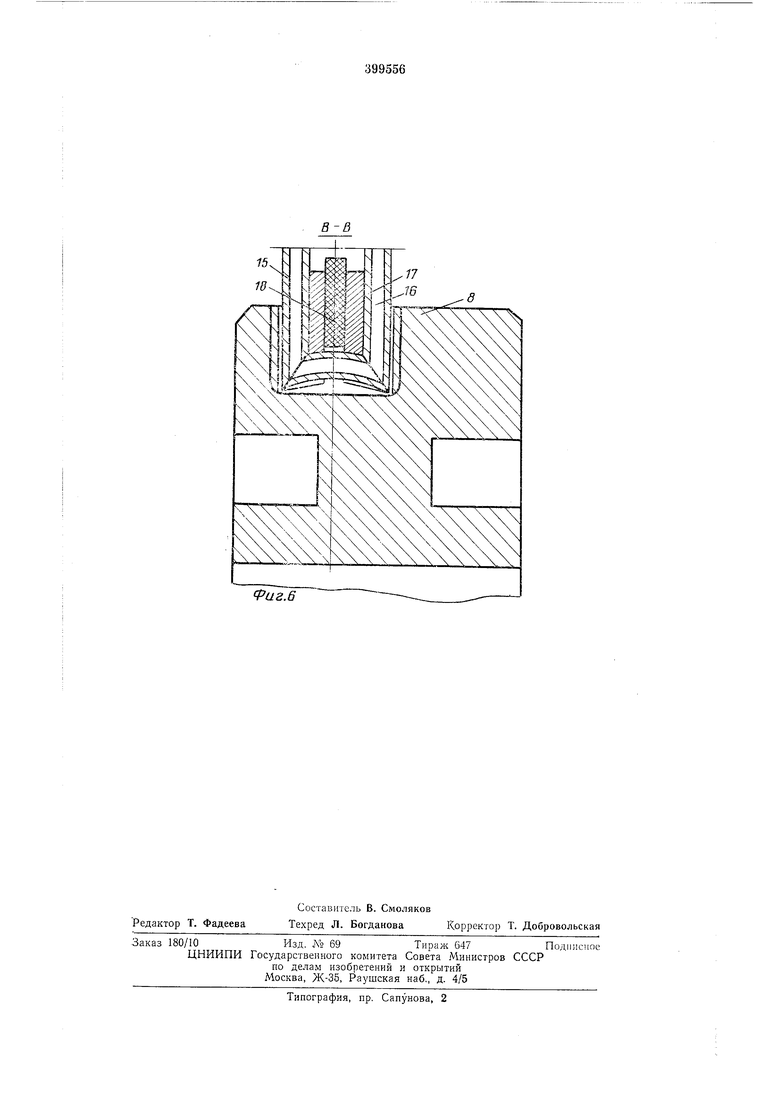
На фиг. 1 изображено предлагаемое устройство в разрезе (с закрепленным открытым кулаком); на фиг. 2 - то же, с закрепленным закрытым кулаком; на фиг. 3 - разрез по А - А на фиг. 1; на фиг. 4 - разрез по Б - Б на фиг. 1; на фиг. 5 - индуктор; на фиг. 6 - разрез по В - В на фиг. 5.
Устройство имеет сварной из листового проката кронштейн 1, на опоре 2 которого устанавливается полый шпиндель 3. Иа шпинделе жестко посажены торцовый копир 4, червячное колесо 5 подвижного червячного редуктора, щека подвижного редуктора 6, сменная с определеппым ходом и усилием цилиндрическая пружина сжатия 7, закаливаемая деталь - цилиндрический открытый или закрытый кулак 8, прикрепленный к оправке 9. К подвижной щеке с помощью винтов прикреплена кассета 10, в которой смонтирован однозаходный червяк 11, на квадратном конце которого насажена рукоятка 12.
Иа консольной части кронщтейна 1 в пазу установлен палец 13 с вращающимся роликом 14. К закаливаемой детали 8 подведен закалочный индуктор 15 с ферритовым магнитопроводом, ненодвижно закрепленный к клемдмам понижающего трансформатора лампового генератора ТВЧ. Закалочный индуктор
15 состоит из токопровода 16, через отверстие
которого подается закалочная вода, и ферритовых магнитопроводов 17, закрепленных с
помощью резиновой вставки 18.
Устройство работает следующим образом.
Иа шпиндель 3 справа устанавливается закаливаемая деталь 8, а слева - торцовый копир 4, по которому фрезеровалась эта же деталь на копировально-фрезерном станке или идентичная деталь (например, кулак), используемая как копир. В процессе закалки деталь приводится во вращение с постоянной скоростью вручную через червячную однозаходную передачу - колесо 5 и червяк 11. В случае необходимости вращение может
осуществляться и от механического привода. который может быть смонтирован на ПОДЕЗИЖ:ной кассете 10. : Постоянная линейная скорость подачи 3-б мм/сек при ненрерывно-поступате.чыюй закалке деталей разного диаметра обеспечивается подбором сменных червячных колос 5, зацепление которых с червяком II осуществляется перестановко опоры 2 г пазу Kpoi:Н1тейна 1. Сложное движение дета.пп 8 онрсде.чяотси идентичным проф11;1ем торцово|-о копира 4, |который упирается в ролик 14. Непрерывны контакт ролика 14 и копира 4 обеспечивается (усилием предварительно сжатой нружииы 7, {Надетой на шпиндель 3. Так как расстояние между осями ролика 14 и неподвижного ипдуктора 15 и расстояние одноименных точек копира 4 и детали 8 остается постоянным, то при вращении шпинделя 3 кривая закали Баемая поверхность детали в каждый момент будет перемещаться с одинаковым зазором отпосите/1ьно ненодвнжиого закалочного ин.lyKTopa, что ) при пснрерывно-послело15атс,1Ы1ой закалке токами высокой частот1л. Наружный профиль токонровода 16 выно:1иен но )аднус и обеспечивает постоянный :;а:-,0|) между iqinBoii ноги-рхностью л.стали К I )ПМ Устройство для зака.1ки цилиндрических поаерхностей, содержащее петлевой индуктор и механизм вратцения, отличающееся тем, что, с целью закалки деталей с криволинейным нрофнлем, оно снабжено копиром, выполненным по форме закаливаемого профиля н установленнылт на шнинделе механизма в)ан1,епия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для закалки деталей с индукционного нагрева | 1974 |
|
SU646844A1 |
| КУЛАЧКОВЫЙ МЕХАНИЗМ С КИНЕМАТИЧЕСКИМ ЗАМЫКАНИЕМ И СПОСОБ МЕСТНОЙ ЗАКАЛКИ РОЛИКОВОГО ПАЗА КУЛАЧКА | 2014 |
|
RU2575279C1 |
| Автомат для закалки деталей типа колец | 1979 |
|
SU865933A1 |
| СТАНОК ДЛЯ АВТОМАТИЗИРОВАННОЙ ПОВЕРХНОСТНОЙ ЗАКАЛКИ ДЕТАЛЕЙ | 2009 |
|
RU2407806C1 |
| Устройство для закалки криволинейных поверхностей | 1976 |
|
SU945205A1 |
| Станок для индукционной закалки изделий | 1981 |
|
SU1033553A1 |
| УСТРОЙСТВО ДЛЯ ЗАКАЛКИ С ИНДУКЦИОННЫМ НАГРЕВОМ | 1990 |
|
RU2024624C1 |
| Станок для индукционного нагрева | 1981 |
|
SU994570A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1973 |
|
SU382698A1 |
| Устройство для закалки деталей | 1979 |
|
SU850694A1 |
13
74
Фиг.
В-Б
10
/
11
Фиг. 4
8
17
иг.5
Риг.6
