При работе на обыкновенных фрезерных станках стол подает обрабатываемое изделие в направлении, обратном окружной скорости и усилию фрезы, и после требуемой обработки изделия по всей длине станок останавливается, обработанное изделие снимается, стол отводится обратно, ставится новое изделие, и только после этого станок пускается вновь. При обработке изделий небольшой длины такие вспомогательные операции могут отнимать до 50% всего времени работы станка. Для более полного использования времени работы станка применяются некоторые мероприятия, так например, обрабатываемые изделия на столе станка располагаются цепью, так чтобы одним ходом стола обрабатывалось сразу несколько изделий одной фрезой. Существуют такие механизмы подачи к фрезерному станку, которые подают изделия непрерывным движением. При этом совершенно не требуется останавливать станок для снятия обработанных изделий и установки новых.
В такого рода станках подача изделий осуществляется по кругу. Однако, если просто расположить ряд изделий по ободу цилиндрического стола, изделия будут отфрезерованы не по прямой линии, а по дуге, кривизна которой будет тем больше, чем меньше диаметр подающего стола и чем больше длина обрабатываемого изделия.
Согласно изобретению, для устранения такого недостатка и получения плоской поверхности при обработке по ободу круглого стола станка расположены поворотные зажимы, получающие одновременно с вращением стола поворотные движения около своей оси при помощи вращающейся кулачной шайбы.
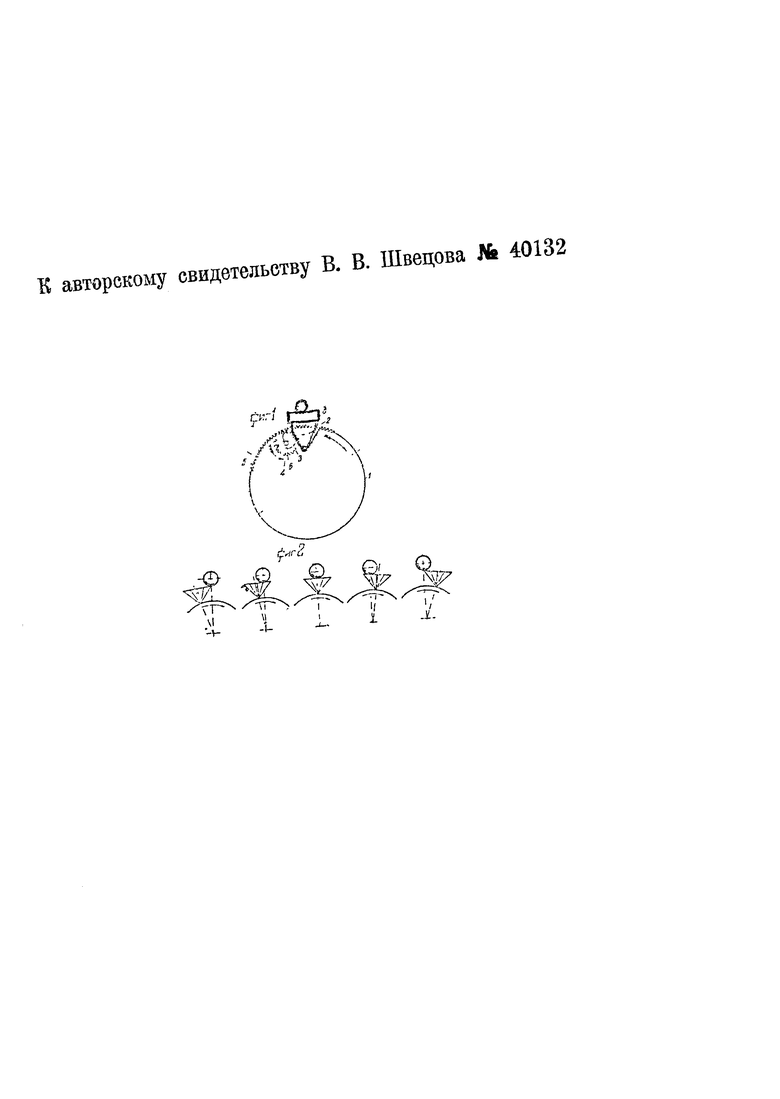
На чертеже фиг. 1 изображает схему предлагаемого устройства стола станка; фиг. 2 - схематически отдельные моменты фрезерования при помощи предлагаемого устройства.
Рабочий круглый стол станка выполнен в виде вращающегося барабана 1 (фиг. 2), по ободу которого радиально расположены ряд зажимов 2, могущих качаться около своей оси. Пределы качания зажимов ограничиваются шириной паза, вырезанного в теле барабана-стола 1, и в котором помещен каждый из зажимов 2. В начале работы (фиг. 2), когда изделие подходит к фрезе, зажим 2 должен быть в своем крайнем правом положении. При вращениях барабана-стола 1 и фрезы в направлениях, показанных стрелками, действие фрезы на изделие, а следовательно, и на зажим 2 будет отклонять последний влево. Для удержания зажима 2 в надлежащем положении слева от зажима 2 помещена кулачная шайба 3 (фиг. 1), на одной оси 6 с которой сидит шестеренка 4, сцепленная с неподвижным зубчатым венцом 5. На схеме зацепление показано внутреннее, однако его можно выполнить и наружным. При вращении барабана-стола 1 шестеренка 4 будет катиться по зубчатому венцу 5, т.е. будет совершать планетарное движение, составленное из вращения вместе с барабаном-столом 1 и в то же время вращения вокруг собственной оси 6; по мере поворачивания барабана-стола 1 кулачная шайба 3 будет освобождать зажим 2, и усилие фрезы будет отклонять ее влево, когда же под фрезой будет находиться крайняя левая точка, кулачная шайба 3 полностью освободит зажим 2, и усилие фрезы отклонит ее в крайнее левое положение (фиг. 2). После полной обработки изделия и выхода зажима 2 из-под фрезы зажим 2 и дальше будет совершать колебательное движение, так как шестеренка 4 все время катится по зубчатому венцу 5. Скорость подачи при фрезеровании обычно небольшая, и рабочему не представит затруднений снять с зажима 2 обработанное изделие и поставить новое, не останавливая станка. Весь механизм подачи станка должен быть рассчитан на определенную наибольшую длину обрабатываемого изделия, обрабатывать же изделие с длиной, меньшей, чем расчетная, не представит никаких затруднений. Диаметр барабана-стола 1 необходимо иметь возможно большим, так как при этом уменьшается кривизна дуги, которую приходится уничтожать предлагаемым устройством фрезерного станка.
В случае, если на барабане-столе 1 установить только один ряд зажимов 2 и на шпинделе станка только одну фрезу, то пространство между двумя соседними зажимами 2 проходилось бы вхолостую. Поэтому для повышения производительности станка целесообразно на барабане-столе 1 расположить два или три ряда зажимов 2, а на шпинделе соответствующее число фрез, сместив один ряд относительно другого на половину интервала при двух рядах и на одну треть - при трех. При необходимости можно также барабан-стол 1 снабдить приспособлением для изменения ширины пазов, в которых качаются зажимы 2, например, упорными штифтами или поворотными щеками.
Для возможности изменения расстояния между центрами барабана-стола 1 и фрезы, а также для работы фрезами разных диаметров, к станку необходимо будет иметь комплект сменных кулачных шайб 3 разных профилей.
Предлагаемый способ фрезеровки может найти себе применение особенно в массовом производстве мелких деталей, которые притом после фрезеровки подвергаются дальнейшей обработке, например закалке, шлифовке и т.д., на что обычно оставляется припуск.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для фрезерования односторонних скосов на торцах зубьев шестерен | 1977 |
|
SU738791A1 |
| Станок универсальный малогабаритный | 2017 |
|
RU2644017C1 |
| ФРЕЗЕРНЫЙ СТАНОК ПО ШОКОЛАДУ | 2020 |
|
RU2739460C1 |
| Копировально-фрезерный станок для обработки гребных винтов | 1933 |
|
SU36763A1 |
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ЗАКРЕПЛЕНИЯ ТУРБИННЫХ ЛОПАТОК И СПОСОБ ИХ ФРЕЗЕРОВАНИЯ С ПОМОЩЬЮ ЭТОГО УСТРОЙСТВА | 2006 |
|
RU2325985C1 |
| СТАНОК ДЛЯ СНЯТИЯ ФАСКИ | 1972 |
|
SU338313A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| Фрезерный станок | 1977 |
|
SU666006A1 |
| Фасонный токарный станок | 1930 |
|
SU26433A1 |
Фрезерный станок для непрерывного фрезерования изделий с использованием круглого стола, отличающийся тем, что с целью обработки плоскостей изделий в случае закрепления их по ободу стола, применены радиально расположенные и поворотные зажимы 2, получающие одновременно с вращением стола поворотные движения около своей оси при помощи вращающейся кулачной шайбы 3.
