Изобретение относится к области электрохимической размерной обработки металлов.
Известны устройства для электрополироваиия и суперфиниширования желобов колец шариковых подш ииников.
Недостатком этих устройств является трудность обесиечеиия постояиной величины зазора между электродом и обрабатываемой поверхностью.
В предлагаемом устройстве этот недостаток устранен за счет того, что поворотный держатель электрода и подвижный электрод снабжены управляемыми фиксаторами положений электрода и держателя.
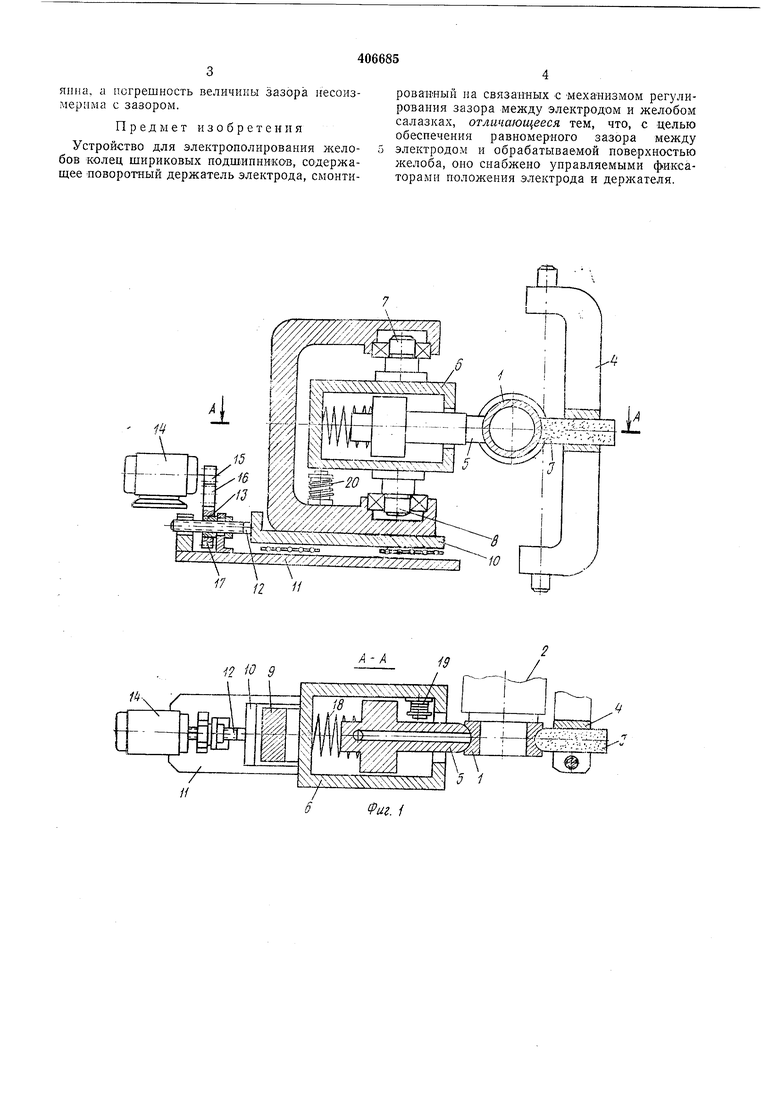
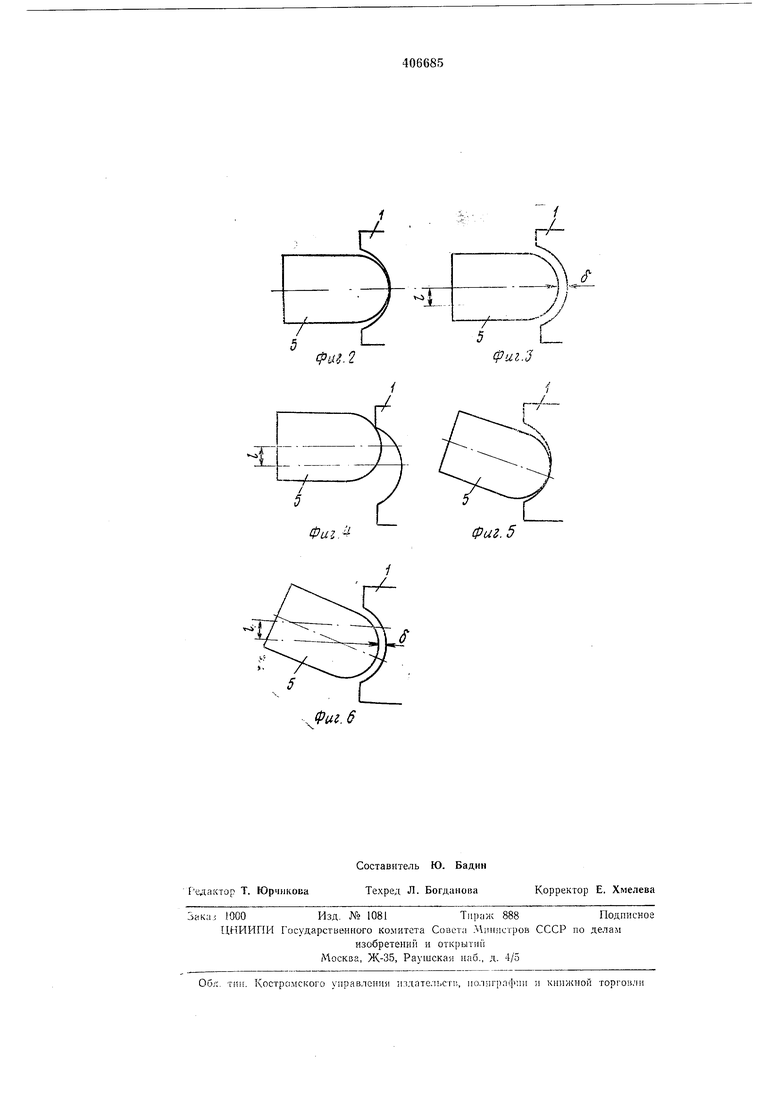
На фиг. 1 изображено предлагаемое устройство; па фиг. 2-6 показано взаимное положение электрода и желоба кольца при работе устройства.
Кольцо } подшипника установлено на шпинделе 2. Доводочный брусок 3 взаимодействует с желобом кольца и закреплен в качаюш,емся коромысле 4. Электрод 5 скользит в держателе 6, цапфы 7 и 8 которого смонтированы в подшипниках корпуса 9, закрепленного на салазках 10. Иоследние установлены на направляющих качения основания Л и связаны с ходовым винтом 12 взаимодействуюш;им с гайкой 13, которая связана с двигателем 14 зубчатой передачей 15, 16 и 17.
Электрод 5 ноджат к кольцу 1 пружиной 18.
Устройство спаблсено электромагнитными фиксаторами 19 и 20, первый из которых фиксирует положение электрода 5 в держателе 6, а второй -положение держателя 6 в корпусе 9.
Иосле установки кольца на станке освобождают фиксаторы, салазки перемеш,ают до соприкосновения электрода с обрабатываемой поверхностью и его к ней пружиной 18. Если ось цапф лежит в плоскости симметрии желоба (см. фиг. 2), электрод устанавливается в этой же плоскости.
Затем закрепляют электрод в держателе и последний в корпусе 9 фиксаторами и отводят салазки влево с помош,ью двигателя 14, передач 15, 16 и 17 и винтовой пары 12, 13 на величину заданного зазора б (см. фиг. 3). Начинают электролитическое полирование. Если ось цапф смещена от плоскости симметрии желоба на расстояние / (см. фиг. 4), электрод, взаимодействуя с желобом кольца, устаиавливается в положение, изображенное на фиг. 5, при этом держатель поворачивается относителыю цапф корпуса.
Затем, как в описанном ранее случае, закрепляют электрод в держателе, а держатель в корпусе фиксаторами, после чего отводят салазки на величину зазора б. При этом (см. фиг. 6) независимо от поворота держателя с электродом в корпусе величина зазора постеянна, а погрешность величины зазора несоизмерима с зазором.
Предмет изобретения
Устройство для электрополирования желобов колец шириковых подш ипникоВ, содержащее поворотный держатель электрода, смонтироватеный на связанных с механизмом регулирования зазора между электродом и желобом салазках, отличающееся тем, что, с целью обеспечения равномерного зазора между электродом и обрабатываемой поверхностью желоба, оно снабжено управляемыми фиксаторами положения электрода и дерл ателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ РАЗЛАМЫВАНИЯ ПРОСКРАЙБИРОВАННЫХ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 1969 |
|
SU233104A1 |
| УСТРОЙСТВО для ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ДОВОДНИКОВ | 1971 |
|
SU301260A1 |
| СТАНОК ДЛЯ ФАСОННОЙ ОБРЕЗКИ ТОРЦОВ ИЗДЕЛИЙ И ВЫРЕЗКИ В НИХ ОТВЕРСТИИ | 1970 |
|
SU277973A1 |
| Устройство для двусторонней обработки оптических деталей с криволинейными поверхностями | 1983 |
|
SU1140936A1 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ РАСПЛАВЛЕННОГО СТЕКЛА | 1990 |
|
RU2031862C1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫй СТАНОК | 1972 |
|
SU356054A1 |
| МАШИНА ДЛЯ ШОВНОЙ СВАРКИ | 1969 |
|
SU238035A1 |
| УСТРОЙСТВО ДЛЯ НАПРАВЛЕНИЯ ЭЛЕКТРОДАПО СТЫКУ | 1971 |
|
SU418296A1 |
| Станок для суперфинишной обра-бОТКи жЕлОбОВ КОлЕц шАРиКОВыХ пОд-шипНиКОВ | 1979 |
|
SU848305A1 |
| Станок для суперфинишной обработки желобов колец шариковых подшипников | 1978 |
|
SU774809A1 |
ЙШ а агШгт
i/|. 2
фиг.З
Фиг. 5
Фиг. 6
ч
