.1
Изобретение .предназначено для массового изготовлепия изделий типа сварочных стержней в условиях комнлексно-автоматизированного производства на различных предприятиях металлообрабатывающей промышленности и может применяться, например, для стыковой контактной сварки центрального электрода искровых зажигательных свечей.
Известны устройства для сборки и сварки деталей типа стержней, выполненные в виде одно- или многонозиционных станков, содержащих устройства для подачи заготовок, крепления и сжатия свариваемых деталей.
Однако известные устройства сложны по конструкции, хотя и предназначены для осуществления технологических приемов сборки и сварки деталей иростейщей конфигурации.
Цель изобретения - упрощение оборудования для сборки и сварки стержней.
Это достигается тем, что в предлагаемом многопозиционном устройстве выходная часть лотка для нодачи стержней расположепа над верхней частью распределительного вала, вынолненной полой и снабженной жестко закрепленным на ней дополнительным лотком, взаимодействующим в процессе вращения распределительиого вала с предусмотренным распределительным механизмом, оснащенным дуговыми отсекателями по числу рабочих позиций.
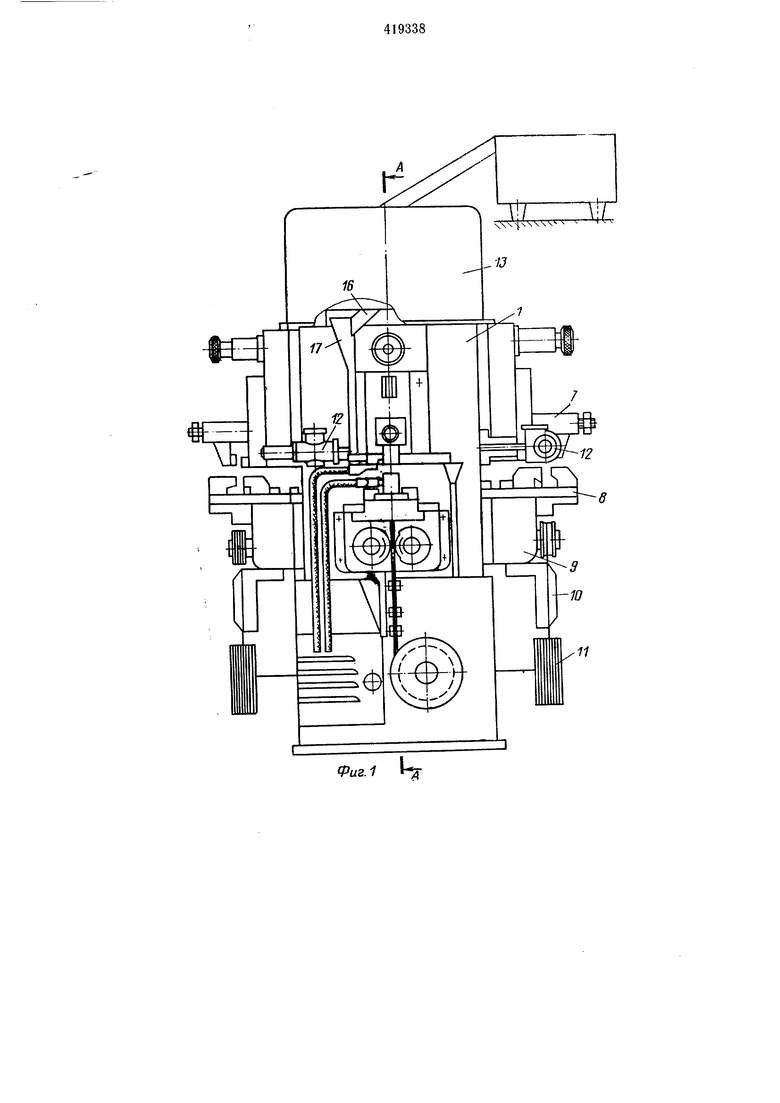
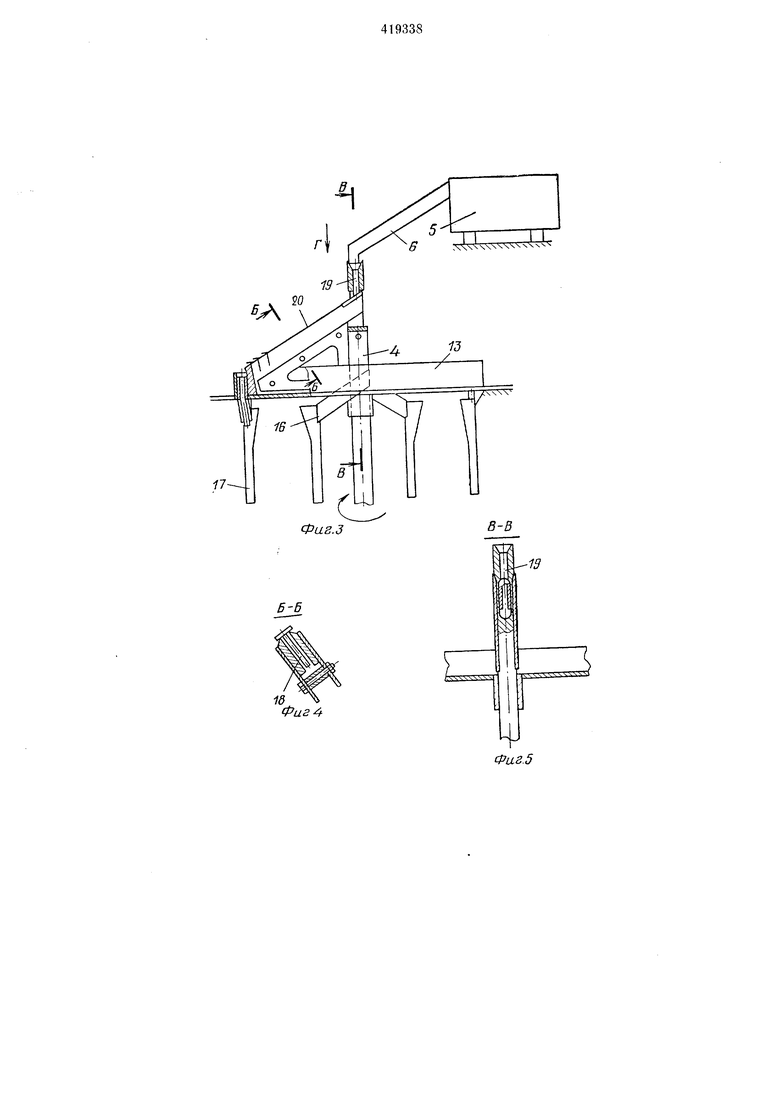
На фиг. I изображено описываемое устройство, общий вид; на фиг. 2 - разрез по А-А на фиг. I; на фиг. 3 - схема распределительного устройства для загрузки заготовок; на
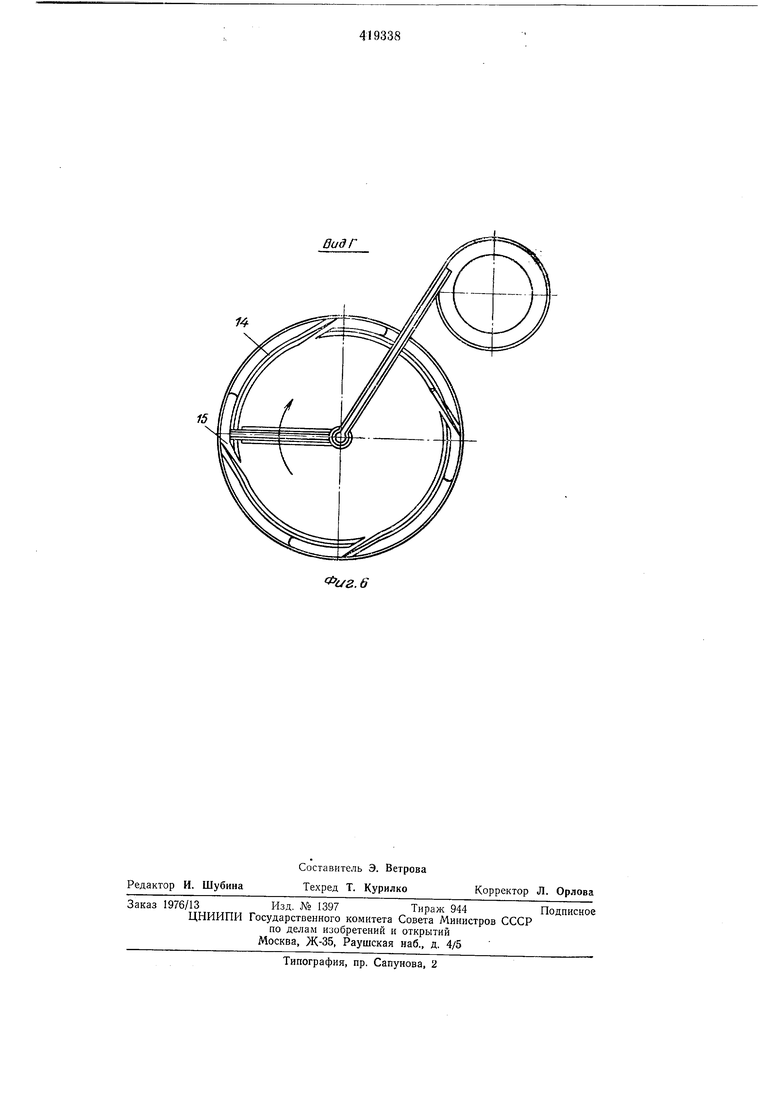
фиг. 4 - сечение по Б - Б на фиг. 3; на фиг. 5 - сечение по В-В на фиг. 3; на фиг. 6 - вид по стрелке Г фиг. 3.
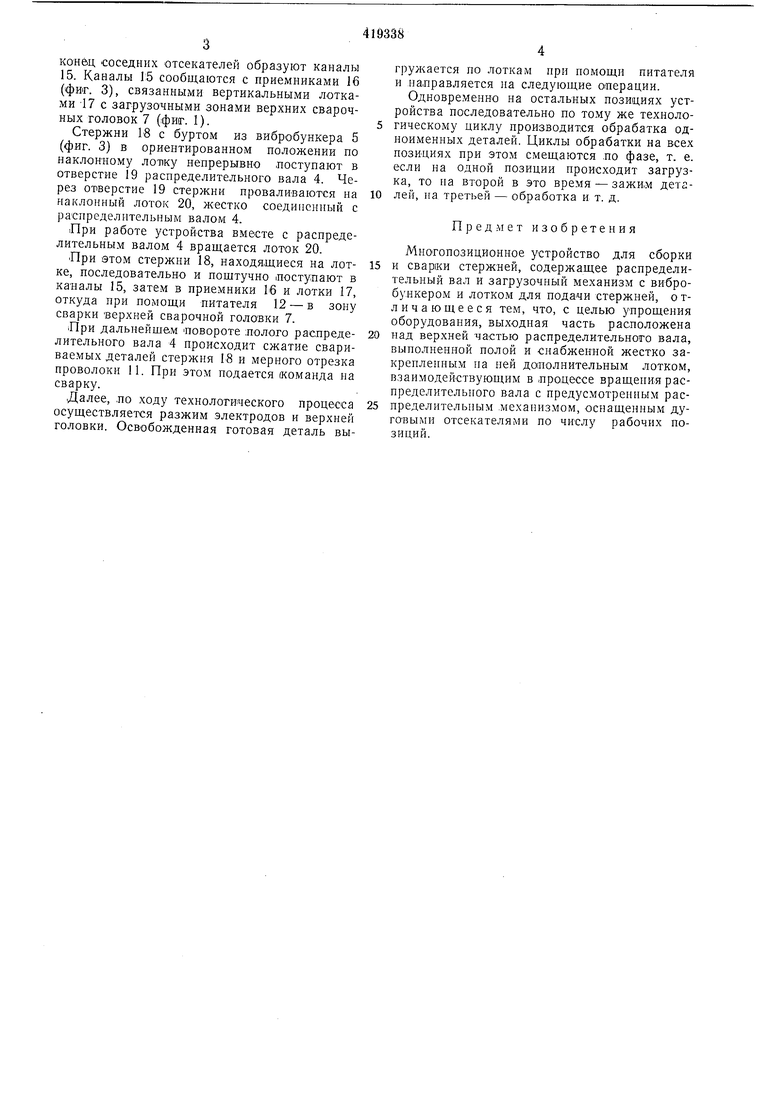
Устройство состоит из круглой станины 1 (фиг. 1), в нижней части которой устаиавливаются привод 2 (фиг. 2) и сварочный трансформатор 3, распределительного вала 4, вибробункера 5 с лотком б для ориентации и подачи стержня. По окрул ности станины 1 на равном расстоянии друг от друга расположены четыре рабочие позиции.
На каждой позиции установлены верхняя сварочная головка 7 (фиг. 1), нижняя сварочная головка 8, механизм 9 для периодической иодачи проволоки, правильное лриспособлеиие
10, кассета с проволокой 11 и питатель 12.
Верхняя 7 и пижняя 8 сварочные головки токоведущими кабелял1и соединены с вторичной обмоткой сварочного трансформатора 3. В верхней части станины 1 установлен распределительный механизм 1,3 (фиг. 3), предназначенный для пощтучпой выдачи стержня по рабочим позициям устройства.
По окружности распределительного меха низма 13 расположены дуговые отсекатели 1(фиг 6) по числу рабочих позиций. Начало и конец соседних отсекателе образуют каналы 15. Каналы 15 сообщаются с приемниками 16 (фит. 3), связанными вертикальными лотками i7 с загрузочными зонами верхних сварочных головок 7 (фиг. I). Стержни 18 с буртом из вибробункера 5 (фиг. 3) в ориентированном положении по наклонному лот1ку непрерывно .поступают в отверстие 19 распределительного вала 4. Через отверстие 19 стержни проваливаются на наклонный лоток 20, жестко соединенный с распределительным валом 4. При работе устройства в.месте с распределительным валом 4 вращается лоток 20. При этом стержни 18, находящиеся на лотке, последовательно и пощтучно поступают в каналы 15, затем в приемники 16 и лотки 17, откуда при помощи питателя 12 - в зону сварки верхней сварочной головки 7. |При дальнейшем повороте лолого распределительного вала 4 происходит сжатие свариваемых деталей стержня 18 и мерного отрезка проволоки 11. При этом подается команда на сварку. Далее, .по ходу технологического процесса осуществляется разжим электродов и верхней головки. Освобожденная готовая деталь выгружается по лоткам при помощи питателя и 1а.правляется на следующие операции. Одновременно на остальных позициях устройства последовательно по тому же технологическому циклу производится обрабатка одноименных деталей. Циклы обрабатки на всех позициях при этом смещаются .по фазе, т. е. если на одной позиции происходит загрузка, то на второй в это время - зажим деталей, на третьей - обработка и т. д. Предмет изобретения Многопозиционное устройство для сборки и сварки стержней, содержащее распределительный вал и загрузочный механизм с вибробункером и лотком для подачи стержней, отличающееся тем, что, с целью упрощения оборудования, выходная часть расположена над верхней частью распределительного вала, выполненной полой и снабженной жестко закрепленным на ней дополнительным лотком, взаимодействую.щим в процессе вращепия распределительного вала с предусмотренным распределительпым .механизмом, оснащенным дуговыми отсекателями по числу рабочих позиций.
Фиг.
11
1 k
if.3.2
J
А
17
Фаг.З
В-В
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для дуговой сварки | 1979 |
|
SU837692A1 |
| Автомат для сборки и сварки изделий | 1974 |
|
SU567569A1 |
| СБОРКИ РЕГУЛЯТОРА НАТЯЖЕНИЯ ВЕРХНЕЙ НИТИ ШВЕЙНОЙ МАШИНЫ | 1972 |
|
SU352739A1 |
| Установка для дуговой конденсаторной сварки оплавлением | 1981 |
|
SU990462A2 |
| Устройство для сборки узлов типа "вал-втулка | 1978 |
|
SU766814A1 |
| АВТОМАТ ДЛЯ СБОРКИ РЕГУЛИРУЮЩЕГО УЗЛА ПРУЖИНЫ | 1973 |
|
SU375150A1 |
| УСТРОЙСТВО для СБОРКИ и СВАРКИ ИЗДЕЛИЙiczcosciiA:^]-^ n.\T^ilTi!!5 •<^т:::/;ИЧЕскАП•i'ioAilOTcKA | 1965 |
|
SU174294A1 |
| Устройство для полуавтоматической контактной сварки | 1986 |
|
SU1400828A1 |
| Устройство для подачи деталей | 1983 |
|
SU1152098A1 |
| Автомат для сборки и сварки элементов электрических разъемов | 1978 |
|
SU780999A1 |
Б-Б
16
Фиг 4
Вид Г
1
иг.6
