1
Изобретение отиосится к области переработки пластмасс.
Известны литьевые формы для иолучеиия деталей с резьбой, содержащие «еподвижиую плиту, плиты матриц и пуансонов, промежуточные плиты, литниковую систему, резьбовые знаки с механизмом их вращения, сталкивающие втулки, расположенные на резьбовых знаках и прилегающие торцом к торцу оформляемой детали. В этих фqpмax в момент раскрытия втулки под действием пружин сталкивают деталь с резьбового знака, создавая на випках резьбы детали напряжение смятия.
Цель данного изобретения - ;предотвращеине смятия резьбы, для чего в предлагаемой литьевой форме на сопрягаемых повер.хностях сталкивающих втулок и резьбовых знаков выполнена резьба, щаг .которой равен щагу оформляемой в детали резьбы.
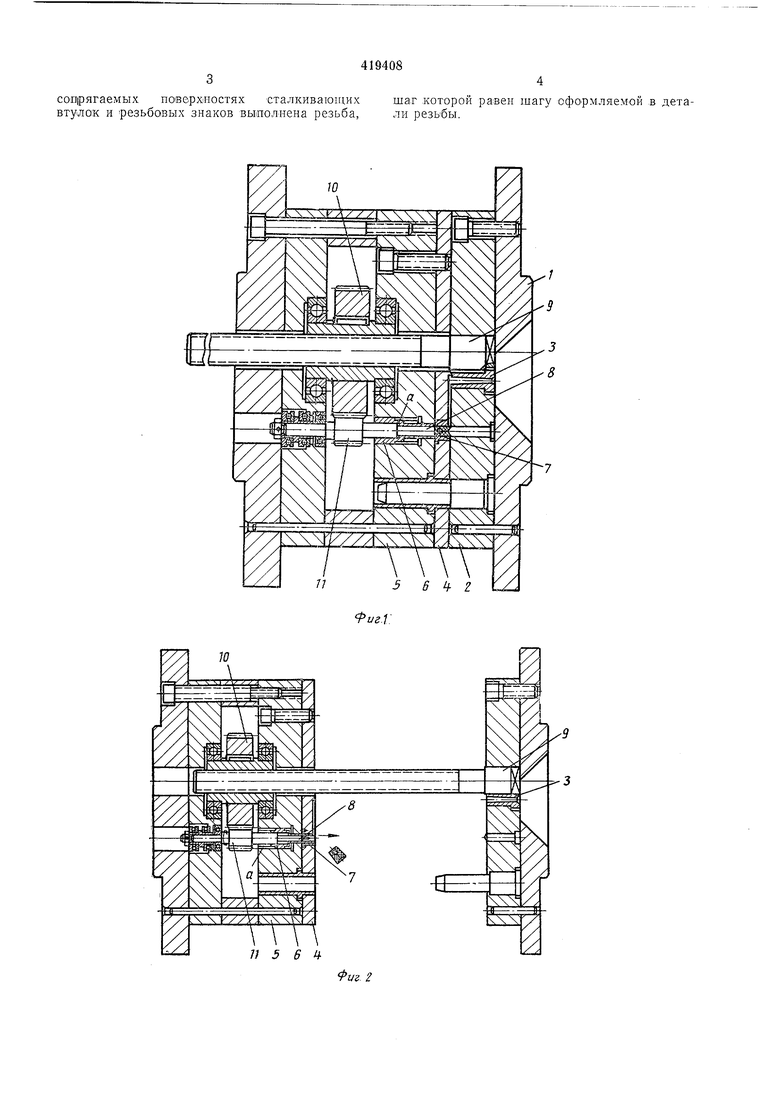
На фиг. 1 показа1Н общий вид формы в сомкнутом состоянии; на фиг. 2 - общий вид формы в разо:,1инуто М состоянии.
Литьевая форма содержит неподвижную плиту 1, соединенную с плитой nyaiHCOHOB 2, литниковую втулку 3, плиту матриц 4, промежуточную ллиту 5, в направляющих «а которой расположена резьбовая втулка 6, сталкивающая деталь 7 с резьбового знака 8, получающего вращение от миогозаходного винта 9 через ведущую 10 и ведомую И щестерни.
При раскрытии формы многозаходный винт через ведущую и ведомую шестерни передает вращение на резьбовой знак.
В осевом направлении эти знаки относительно подвижной части формы перемещаться не могут, поэтому при их вращении деталь свинчивается со знака и из оформляющей полости ее выталкивает резьбовая втулка, вмеющая на внутренней поверхности резьбу с тем же щагом, что и оформляющая часть резьбового знака. Втулка перемещается ino резьбовому знаку, удерживаемая от вращения Направляющими «а нромежуточной плиты и остается прижатой к детали, обеспечивая этим равномерное удаление детали из формы, препятствуя ее нровороту и срезу пластмассовой резьбы.
Предмет и з о б р е т е и и я
Литьевая форма, содержащая неподвижную илнту, плиты матриц и пуансонов, промежуточные плиты, литниковую С15стему, резьбовые знаки с механнзлюм их вращения, сталкивающие втулки, расположенные на резьбовых знаках и прилегающие торцом к торцу офор.мляемой детали, от л и ч а ю И а я с я тем, что, с целью предовращения смятия резьбы, на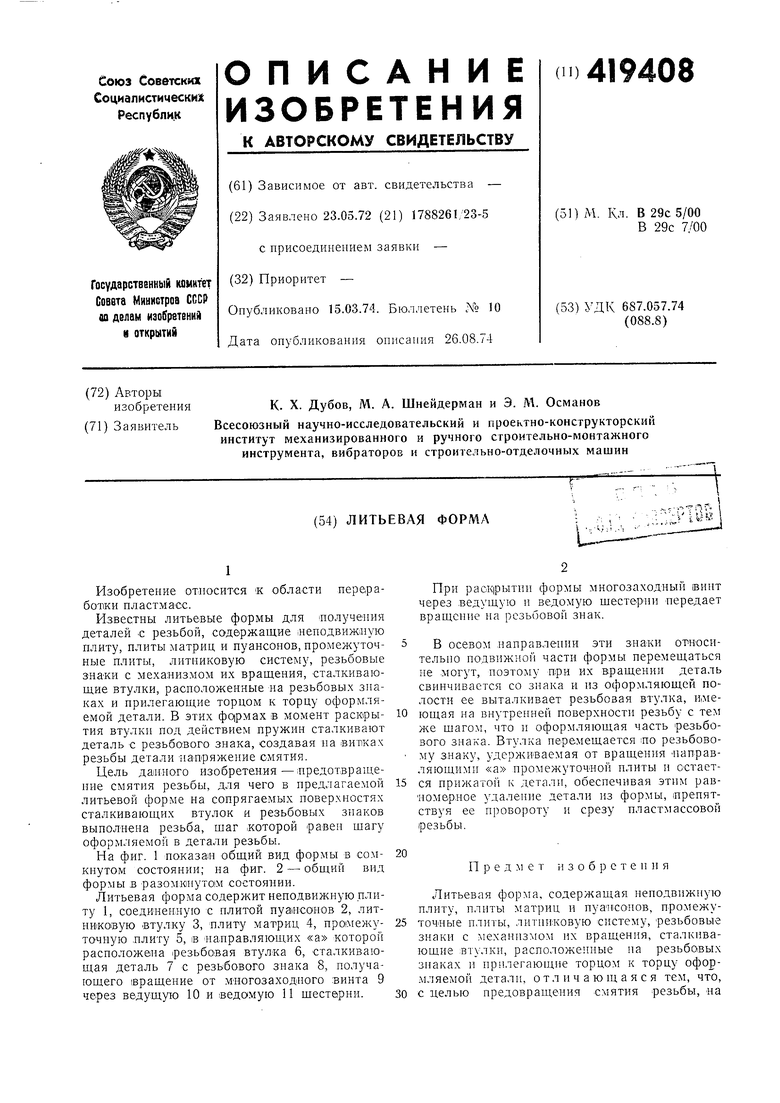
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовленияРЕзьбОВыХ издЕлий из пОлиМЕРНыХМАТЕРиАлОВ | 1979 |
|
SU839717A1 |
| Литьевая форма для изготовления резьбовых изделий из пластмасс | 1980 |
|
SU929442A1 |
| ЛИТЬЕВАЯ ФОРМА С АВТОМАТИЧЕСКИМ ВЫВИНЧИВАНИЕМ РЕЗЬБОВЫХ ЗНАКОВС'Ч-; TJvJTi^'г |-ГчН'-^'-"•;-;--'::;и;.:-;;-.нд?;|С' i-i.':::, '• i.-л -т"-; f л-- >&^>&t-!x.f ; СПА | 1971 |
|
SU307905A1 |
| Литьевая форма для изготовления резьбовых изделий из пластмасс | 1984 |
|
SU1165594A1 |
| Литьевая форма с автоматическим вывинчиванием резьбовых знаков | 1980 |
|
SU937179A1 |
| ПРЕССФОРМА ДЛЯ ЛИТЬЕВОГО ФОРМОВАНИЯ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ С ВНУТРЕННЕЙ РЕЗЬБОЙ | 1967 |
|
SU204541A1 |
| Литьевая форма для изготовления резьбовых изделий из полимерных материалов | 1980 |
|
SU929441A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1978 |
|
SU785047A1 |
| Литьевая форма для изготовления резьбовых изделий из полимеров | 1977 |
|
SU730580A1 |
| Литьевая форма | 1975 |
|
SU540747A1 |