1
Известно устройство для калибровки деталей, содержащее расположенные соответственно на верхней и нижней плитах нуансон для оформления наружной поверхности детали и калибруюш;ую оправку, размещенную в отверстии матрицы.
Для повыщения точности калибровки предложенное устройство снабжено смонтированной на нижней плите концентрично оправке и жестко с ней связанной направляющей втулкой, размещенной па вилке, расположенной на подпружипенной оси, смонтированной на нижней нлите, при этом оправка жестко закреплена во фланце, опирающемся на пружину, размещенную в направляющей втулке, и снабжена приводом ее возвратно-поступательного перемещения.
На чертеже изображено предложенное устройство.
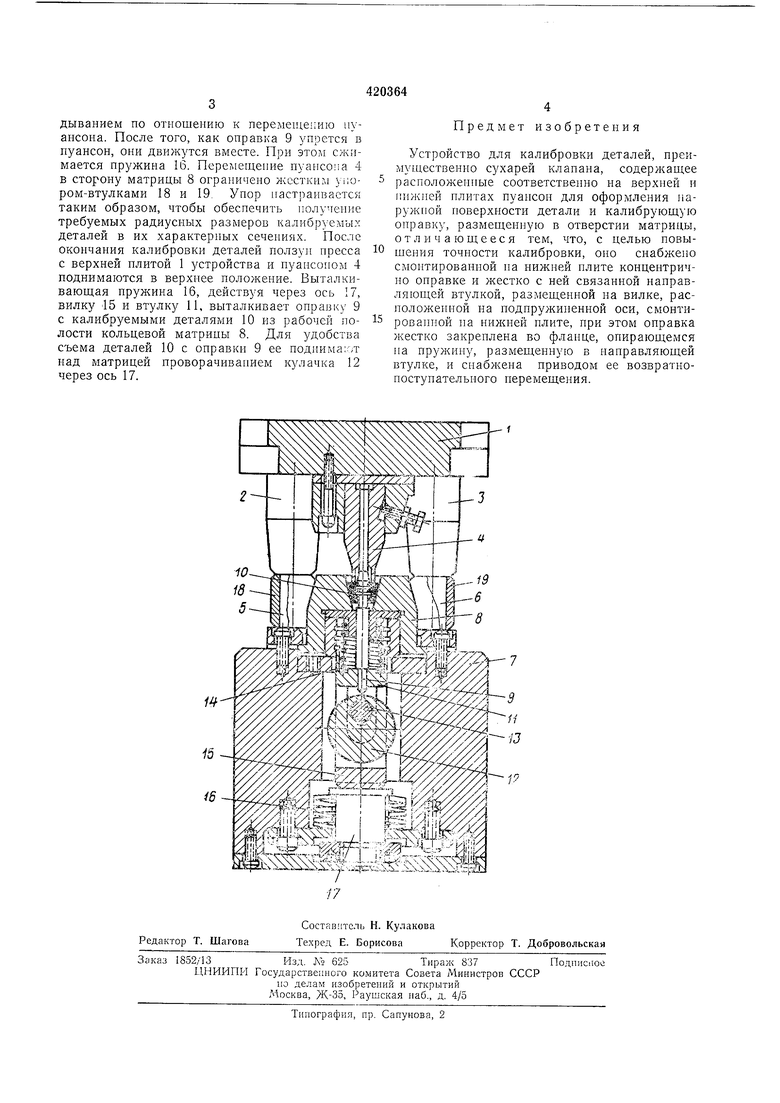
Оно содержит верхпюю плиту 1 с закреплеппыми в ней направляющими втулками 2 Н 3, на которой укреплен пуансоп 4. Верхняя плита с помощью втулок 2 и 3 направляется но коленкам 5 и 6, закрепленным в корпусе 7 устройства. На корпусе 7 укренлепа кольцевая матрица 8. По оси матрицы установлена оправка 9, выполненная соответственно форме внутренней поверхности калибруемых деталей 10. Оправка 9 запрессована в направляющую втулку И. Для вывода оправки 9 вверх (в
исходное положение) в корпусе 7 устройства установлен кулачок 12, вращаемый через ось 13. Для опускания оправки 9 в нпжнее положение в направляющей втулке 11 имеется возвратная пружина 14. Втулка 11 опирается па вилку 15. Для выталкивания деталей с оправкой имеется выталкнвающая пружина 16, надетая на ось 17.
В начале цикла закрепленная на ползупе пресса верхняя плита 1 с пуансоном 4 поднята ползуном в крайпее верхнее положение. Через ось 17 проворачивают кулачок 12, который, действуя на торец оправки 9, поднимает ее и вилку 15 в верхнее положеппе. При этом вилка 15 сжимает возвратную пружину 14. После этого калибруемые деталп 0 устанавливают на оправку 9 и через ось 17 проворачивают кулачок 12. Под действием возвратной пружины 14 опускается паправляющая втулка 11, при этом втулка втягивает в рабочую полость матрицы оправку 9 с установленными па нее калибруемыми деталями 10. Затем включают пресс, п его ползун опускается. Во время движения вниз пуансон 4 находит
торцовым отверстием па оправку 9, чем создается ее опора сверху. При дальнейщем опускании пуансона 4 происходит деформирование деталей 10. До момепта, когда оправка 9 упрется в дно направляющего отверстия в
пуансопе 4, она движется с некоторым запаз
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО к ПРЕССУ для ПОЛУЧЕНИЯ ТОЧНЫХОТВЕРСТИЙ | 1966 |
|
SU182666A1 |
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| Устройство для обработки участков стенок полых осесимметричных изделий | 1985 |
|
SU1263400A1 |
| Штамп для плоскостной калибровки | 1979 |
|
SU808183A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПРОВОЛОКИ ДЕТАЛЕЙ ТИПА ШТЫРЕЙ | 1971 |
|
SU414034A1 |
| ШТАМП ДЛЯ ФОРМОВКИ ТРОЙНИКОВ из ТРУБНЫХЗАГОТОВОК | 1967 |
|
SU199800A1 |
| Устройство для обработки давлением и сборки сетчатых деталей,преимущественно секций масляных фильтров | 1983 |
|
SU1094717A1 |
| Устройство для штамповки полых деталей | 1980 |
|
SU902915A1 |
| Комбинированный штамп последовательного действия для изготовления деталей типа втулок,преимущественно полых тонкостенных заклепок | 1985 |
|
SU1301525A1 |
| Комбинированный штамп последовательного действия для изготовления полых тонкостенных заклепок | 1987 |
|
SU1489897A1 |
