1
Изобретение относится к области станкостроения н нредназначается для шлифования пластинчатых твердых материалов, например нластин кремния, германия и др.
Известны станки для шлифоваиия листовых и плоских заготовок из различных твердых материалов, содержащие вертикальньп тпниндель со Н1лнфовальпы, инструментом, п лифовальну10 головку, индикатор и элементы привода.
Однако в известных станках отсутствует чувствительность нодачн к возрастаюп1;ему уснлию резанпя в процессе затунлення инструмента.
Это приводит к возникновению вибрации системы станок-деталь-инструмент, снижению чистоты поверхности и точности обработки, иовышепию глубины нарушенного слоя, сколам и ноломкам обрабатываемых нзделий.
Цель изобретеиия - повышение качества и производительпости обработки за счет увеличения чувствительности подачп к уснлию резания и повьпнения виброустончивостп интинделя нктифовальной головки.
Цель достигается тем, что корпус шлифовального шнинделя через резьбовой хвостовик связан с гайкой-нониусом, взаимодействующей через упорный подшипник с ходовой нарой винт-гайка, обеспечивающей быструю
и точную настройку алмазпого круга со пнинь делем, связанным с двунлечим рычагом, снабженным устройством для ган1ения колебаиий рычага и контакт рующим со штоком инднкатора в процессе обработки заготовок. ,Для устранения осевых колебаний 1нпинделя на его консольной части установ.тен гаснтель колебаппй.
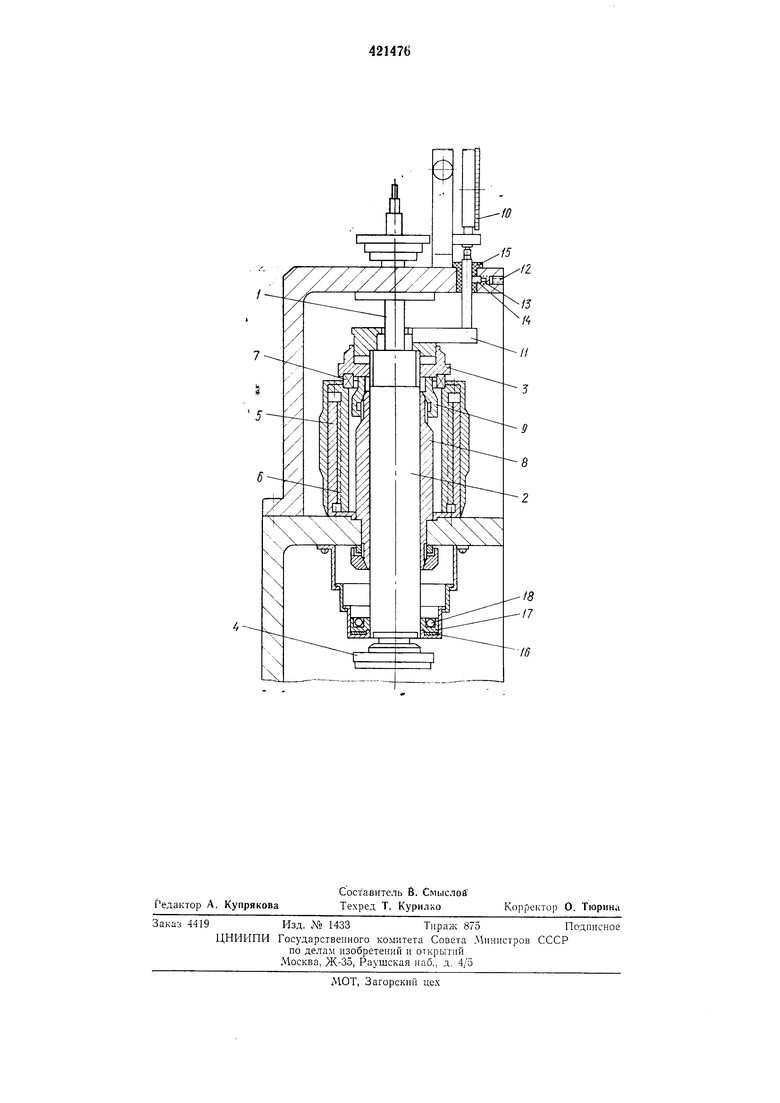
На чертеже изображен описываемый станок.
Станок содержит Н1лифовальный HIHHHдел1) /, расположенньп в корпусе 2, который устаповлеп и подвепюнном состоянии на резьбе гайки-иониуса 3, обеспечивающей подачу
корпуса 2 со шпннделем / до контактнровання алмазного круга 4 с заготовкой.
Быстрый подъем и опускапие корпуса со шпинделем / осуществляется при помощи винта 5 н комбинированной гайкн 6, взаимодействуюпдей с гайкой-нониусом 3 через унорный нодшипиик 7.
Корпус 2 шпппделя У размещается во втулке 8, копцептрпчно с которой установлен унор 9. Величина материала пзмеряется микронным индикатором Ш, шток которого контактирует в процессе обработки заготовок с плечом рычага //, закрепленного на
9
корпусе
Для гашения колебаний рычага используется устройство, вьшол пенное в виде полого
виша 12 с винтовой пружпной 13, установленной в нолостн соосно с унором 14. Унор 14 нроходнт через отверстие втулки 15, выполненной нз материала, погло1цающего энергию колебантн рыча1а // п нроцессе обработки заIOTOBOK.
Для гашения осевых колебаний шнннделя / исиользуется внброгаситель, установленный на консольной частн 2, иа резиновой нрокладке 16 и вынолненны в виде днска 17, в кольневой концентрической канапке ivOTOporo свободно ориентироваив инерцнонные элементы в форме шариков 18, иоглои;ающ 1х энергию крутильных колебаний ининделя.
Станок работает следующим образом.
При движении гайки 6 но винту 5 весь узел нн1инделя 1 нод действием собствеииого веса опускается. С номощью гайки-}юниуса 3 нро гзводят подачу нJпнндeля 1 до ко1ггактнровання алмазного круга 4 с заготовкой. Когда алмазный круг 4 находится в соирикосновенин со шлнфуемыми пластинами, закреилениыми на столике, н унирается в них, тогда ири повороте гайки-нониуса 5 на 0,01-0,2 лиг ин1индель 1 остается ненодвижен, а гайка 3 совмещается вверх иа величину заданной иодачи. Давление на шлифуемые иластины равно весу узла щпинделя. Так как иодача инструмента осуществляется в нроцессе работы станка, то в первоначальный момент нодачи, нанрнмер, иа 0,01 мм, алмазный круг 4 давит иа пластины с силой веса шнинделя /.
По мере снятия слоя материала на заданную величину нодачи алмазиый круг 4 со ншинделем / постепенно опускается до упора 9. При этом давление инструмента па пластины постепенно спижается до нуля. Постепенпое снижение давления инструмента на нктифуемые пластины уменьнгает глубину наpynjeiiHoro слоя на пластинах, что особенно
важно нри обработке полупроводниковых материалов.
Предлагаемое конструктивное решение шлифовальной головки с исиользованием гасителей колебаний позволяет получать нластнпы нолупроводниковых материалов с чистотой новерхносги 11 -12 классов.
П р е д м е т и з о б р е т е и и я
. Станок для шлифования плоских поверхностей, например подложек нол нроводниковых .матерналов, содержащий вертикальпьп 1пппндель со Н1лифовальным инструментом, шлифовальную головку, 1П1дикатор для измерения величины снимаемого слоя и элеме1ггы нривода, отличающийся тем, что, с целью повышения качества и производительности обработки, корпус шлифовального
Н1пинделя через резьбовой хвостовик связан с гайкой-пони сом, взанмодейств}ющей через упорный нодши П1Ик с ходовой парой винтгайка и с двунлечим рычагом, снабженным устройством для гашения собственных колебанпй и контактирующим со щтоком индикатора в процессе обработки подложек, а на копсольной части корпуса шпинделя установлен гаситель его осевых колебаний.
2.Станок ио п. 1, отличающийся тем, что, гаситель осевых колебаний шпинделя выполнен в виде диска, в кольцевой концентрической канавке которо1о свободно орнентироваиы инерционнЕ)1е элементы в форме шариков.
3.Станок но ни. 1, 2, отличающийся тем, что устройство для гашения колебаний рычага выполпено в виде полого винта, ввертываемого в корпус станка и воздействующего через винтовую пружину, расноложенную соос}jo в полости, на упор, нроходящий через
вт},-лку и контактпрующий с плечом рычага, взаимодействуюпдим со штоком иидикатора.
W
IB