1
Изобретение относится к промышленности строительных материалов.
Известны установки для изготовления дренажных труб, включающие пресс, отрезной аппарат, транспортеры и перекладчик труб.
Недостаток таких устаповок заключается в том, что необходимо вручную перекладывать рамки с сушильных вагонеток на транспортер.
Цель изобретения - автоматизировать процесс перекладки рамок.
Это достигается тем, что технологическая схема установки выполнена в виде трех сблокированных в определенном порядке линий.
Линия перемеш,ения сушильных вагонеток содержит конвейер, расположенный под углом 90° к оси пресса. Перпендикулярно к нему по концам его установлены соответственно толкатель сушильных вагонеток с порожними рамками и толкатель сушильных вагонеток с гружеными рамками. У толкателя сушильных вагонеток с порожними рамками имеется нодравниватель рамок.
Линия перемешения рамок включает последовательно расположенные по обе стороны конвейера вагонеток два накопителя порожних рамок и два накопителя груженых рамок, под каждой нарой которых параллельно оси пресса установлены соответственно переставитель порожних рамок и нереставитель
груженых рамок, перпендикулярный транспортеру.
Линия перемешения труб состоит из пресса, отрезного аппарата, ускоряюшего транспортера и перекладчика труб.
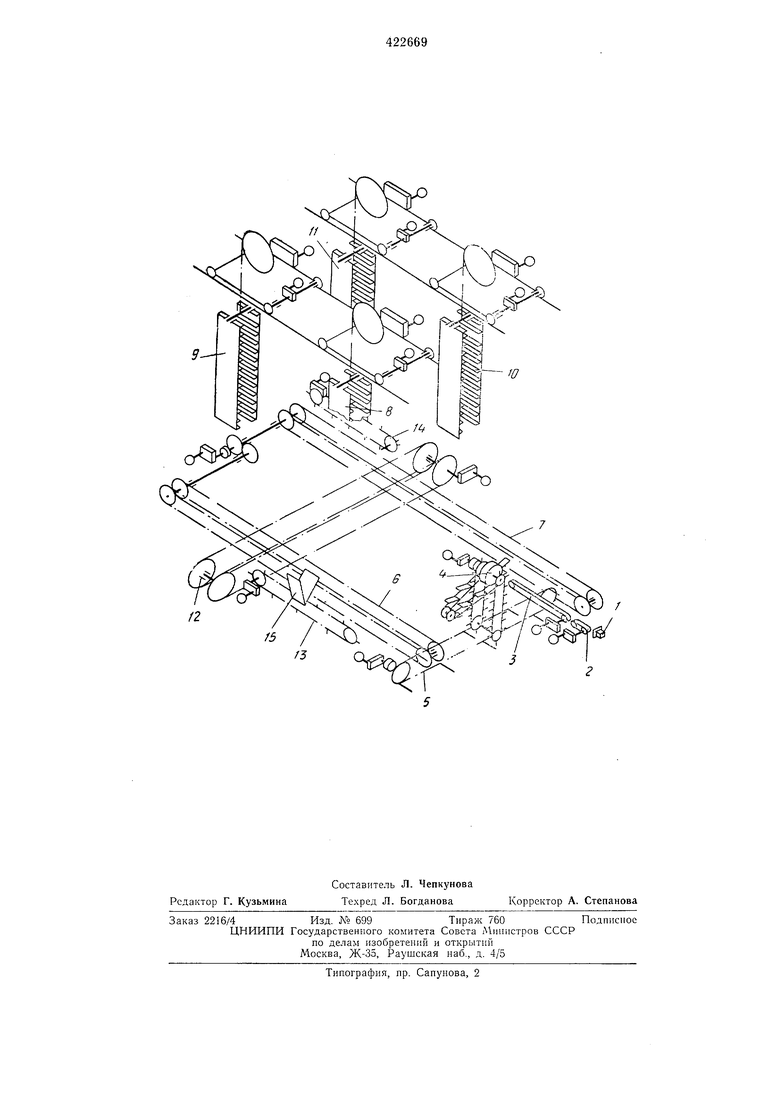
На чертеже нриведепа схема устаповки. Автоматическая установка по производству дренажных труб включает пресс 1, отрезной аппарат 2, ускоряющий транспортер 3, перекладчик 4 труб, транспортер 5 рамок, переставитель 6 порожних рамок, переставитель 7 груженых рамок, накопители 8 и 9 порожних рамок, накопителп 10 и 11 груженых рамок, цепной конвейер 12 сушильных вагонеток, толкатель 13 сушильных вагонеток с порожними рамками, толкатель 14 сушильных вагонеток с гружеными рамками, подравниватель 15 рамок.
Верхняя ветвь переставителей проходит под верхней ветвью конвейера. Накопители снабжены механизмами хода, подъема и опускания, изменения расстояния между полками в горизонтальной плоскости. На цепях конвейера 12 установлены с заданным шагом пути для сушильных вагонеток.
Установка для изготовления дренажных труб работает следующим образом.
Сушильная вагонетка с порожними рамками толкателем 13 подается на конвейер 12, перемещающий ее на позицию, где она стаиовится против накопителей 8 и 9 порожпих рамок, которые в исходном положении находятся вверху. На место первой вагонетки толкателем 13 подается на конвейер вторая вагонетка с порожними рамками. Накопитель 8 заезжает на вагонетку, и, поднимаясь, снимает с одной ее стороны все рамки, затем отъезжает в исходное положение. Аналогичные операции совершает наконнтель 9, который снимает с другой стороны вагонетки все рамки. После этого конвейер перемещает вагонетки еще на один щаг. При этом нервая вагонетка, освобожденная от рамок, становится против накопителей 10 и 11, вторая вагонетка с рамками становится против накопителей 8 и У, а на место второй вагонетки толкатель 13 подает на конвейер третью вагонетку с порожними рамками.
Трубы, идущие из мундщтука пресса 1, отрезаются отрезным аппаратом 2, забираются ускоряющим транспортером 3, с которого снимаются перекладчиком 4 и укладываются на рамку, лежащую на транспортере 5 рамок. Далее транспортер делает щаг, освобождая место для следующего пакета труб. После полной загрузки трубами перестави1ель 7 снимает рамку с транспортера 5, а переставитель 6 подает на этот транспортер новую рамку.
После каждых двух, поданных на транспортер 5, порожних рамок и снятых с него двух груженных рамок переставителями 6 и 7 накопитель 8 делает щаг вниз, оставляя пару рамок на переставителе 6, а накопитель 11 делает щаг вверх (исходное положение его - нижнее), снимая пару груженых рамок с переставителя 7. Накопители 9 и 10 включаются в работу в момент, когда на накопителе 8 остается, а на накопителе И недогружено рамок столько, сколько их находится в промежутке между накопителями 8 и 9 илн 10 и 11 иа переставителе 6 или 7.
После разгрузки накопители 8 и 9 поднимаются, заезжают на вагонетку, снимают рамки и отъезжают назад в исходное положение. После загрузки каждый накопитель 10 и 11 заезжает на вагонетку и, опускаясь на определенную величину, перекладывает на нее груженые рамки.
После полной загрузки вагонетка перемещается конвейером 12на позипню, где ее сталкивает толкатель 14. Одновременно толкатель 13 нодает на конвейер очередную вагонетку с порожними рамками, которая предварительно
проходит через подравниватель 15 рамок.
У накопителя В после соверщения последнего шага вниз раздвигаются полки для того, чтобы при движении вверх он не снимал рамки, находящиеся на переставителе 6.
В верхнем положении полки накопителя 8 сближаются. У подъемника после соверщения последнего шага вверх, передачи груженых рамок на вагонетку, отъезда назад, при движении вниз полки раздвигаются, а в нижнем положении - сближаются.
Предмет изобретения
Установка для изготовления дренажных труб, включающая пресс, отрезной аппарат, транспортеры и перекладчик труб, отличающаяся тем, что, с целью автоматизации процесса, установка снабжена смонтированным перпендикулярно оси пресса цепным конвейером, по концам которого параллельно друг другу расположены переставители с толкателями для порожних рамок и для груженых рамок, причем у толкателя порожних рамок установлен подравниватель рамок, а над переставителями смонтированы подвижные накопители.
f5
Ъ
(
41
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для укладки керамических изделий на печную вагонетку | 1977 |
|
SU742145A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| Установка для укладки кирпича на полки сушильной вагонетки | 1990 |
|
SU1784465A1 |
| Поточная линия | 1979 |
|
SU814763A2 |
| Установка для укладки дренажных труб на сушильную вагонетку | 1984 |
|
SU1296429A1 |
| Поточная линия для производства керамических труб | 1977 |
|
SU737218A1 |
| Установка для резки и укладки кирпича-сырца на консольные сушильные вагонетки | 1981 |
|
SU1022814A1 |
| Разгружатель | 1979 |
|
SU789275A1 |
| Автомат-разгрузчик изделий с сушильной вагонетки | 1982 |
|
SU1033336A1 |