1
Изобретение относится к области производства железобетонных изделий.
Известно устройство для укладки форм в пакеты, включающее раму с вертикальными направляющими и шарнирно закрепленными на пей отсекателями.
Иедостатком известного устройства является то, что формы устанавливают на отсекатели с зазором, что препятствует конвептивпому потоку тепла от нижних форм.
Целью изобретения является уменьшение тенлопотерь и улучшеиие условий термообработки.
Для этого предложеппое устройство выполнено с соосно установленными подвижными рамками, перемещаемыми по вертикальны направляющим с помощью гидропривода, а одип конец каждого отсекателя кинематически связан рычажной системой с рамой, ирнчем одни из рычагов выполнены со смонтироваиными внутри inix подпружипенными штоками, на которых жестко закреплены упоры, взаимодействующие с подвижными рал ками. Кроме того, для умепьшеиия трения между подвижными рамками и упорами иоследние выполпепы с роликами.
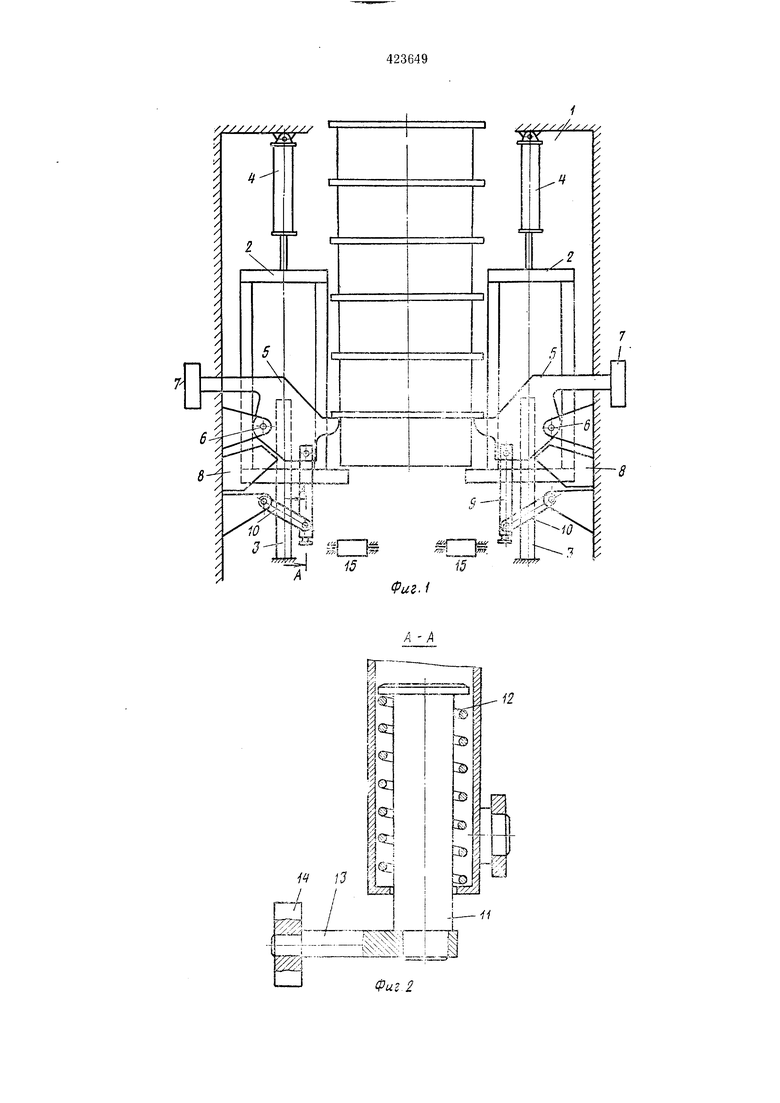
На фиг. 1 показано предложенное устройство; па фиг. 2--рычаг со смонтироваппым внутри него штоком.
Устройство состоит из неподвижной рамы , из двух подъемных рамок 2, перемещающ1хся по вертикальным направляющим 3 с полющью гндроцилиндров 4, четырех отсекагеле (по двум с каждой стороны) 5, качающихся вокруг осей 6, четырех противовесов 7, стремящихся повернуть отсекатели вокруг осей, четырех упоров 8, в которые упираются отсекателп; четырех вертикальных тяг 9, гпарпирно соединенных одним концом с отсекателямп, а другпм - с паклопнымк тягалк 10, которые, в свою очередь, другим концом шарнирно соединены с неподвижной рамой 1, образуя шарннрный параллелограм.
Впутри вертикальных тяг 9 расположены I:JTOKH 11. подпружиненные компенспрующи::и пружинами 12. Со штоком II жестко соединен упор 13, на конце которого расположен ролик 14.
Устройство включает также рольганг 15 для откатки термоформ.
Работает устройство следующим образом.
В исходном положепни отсекатели под действием противовесов разведены в стороны так, что они находятся вне зоны прохождения термоформ.
Подъемные рамки 2 гидроп,илиндрами 4 опускаются вниз, нажимают на ролик 14 и, преодолевая действие противовесов 7, поворачивают отсекатели 5 до тех пор, пока послед3
пие ПС упрутся в упоры 8. При эгом пружина 12 НС сжимается, так как она ире;и5ар: тель 10 сжата усилко:,, нрспьппаюшмм .Tii-, iicoGходимое для поворота отсе;гателя.
После этого на отсска.тсли 5 устапс- влквЕстся тер},1оформа (на чертеже HOKji/uiiia условно) и начннается ее обогрев. Последуюпше термоформы устанавливаются /ipyi иа друг; но мере иостунлсния их па 11акетировщ1н.
Когда заканчпваегся терлюнлажностной обработки нижнего изделия, нижняя термоформа отделяется от ос1альных и оиуекается на рольганг 15 еледу;ощн},; образо 1.
Подъемные рамки 2 иодинмакггся вверх гидроцилиндрами 4 к ноднн.мают весь пакет форм на такую высоту, чтобы отсскатели 5 РОД действием противовесов 7 новернулись и БЫИ1ЛК КЗ зоны движения термоформ.
При этом вертикальнв1е тяги 9, а с IH-LVIH унбры 13 неремсстятся нараллельно самим себе вверх и в сторону. После этого тижет термоформ на нодъемных ра-мках оиускается, и после нро.хождения нижнс термоформой уровня, на котором она удерживается отсекателямн, нодъемные рамки наезжают на ролики 14, наж:имают на них и через унорв 13, штоки 11 и иружины 12 передают уснлне па вертикальнвш тяги 9, которв1е поворачивают отсекатели 5 до соприкосновения с yiropa:vu-i 8 (прн этом пружины 12 остаются нока еще несжатыми), н вторая спнзу терлюформа устанавливается па отсекатели. Движение вниз иодъемных рамок продолжается для образования зазора между отделенной термофэрмой и оставшимся пакетом. Так как отсекатели удерживаются от дальнейшего поворота уиорал1И 8 н вертикальные тяги 9 не могут перемещаться вместе с нодъемными рамка.ми 2, начинается движение HITOKOB 11 с унорами 13 и роликами 14 за счет ежатия нрхжин 12.
4
1одъе)ные ра.мкн нродолжают движение с ()т;|.еле1п;ой термоформо до тех нор, нока ее имжпяя илоскост пс дойдет до рол1зга Па 15, при з-ом нодъемпые рамь:и разл1ещаются л;сжду рол п-:оо;;(.
Поел;: откатгл; отделещю ; термоформы по рольгангу 15 подъемные рамки ноднил;аются Biicpx, освобож,;,; лружииы 12.
(вверху иа)-:с;а (квободилось .место для усlaiiODiaj слсдуклце термоформы.
Гюсле окопчапия процесса термообработки следующего изделия, ироисходит оиускание его с тepAioфopмoй на ролвганг, весь пакет оиускаетея на высогу одной термоформы, освобождая место для следующей и т. д. Процесс пдст пспрсрывио.
П р е л :и е н з о б р е т е н и я
1.ycTpoisCTBO для ук.тадки форм в пакеты, включающее раму с зертнкальиыми нанравляющими и шарпирпо закрепленными на ней отсекателями, отличающееся тем, что, с
целью уменьи1еиия тенлоиотерь и улучщения условий термообработки, устройство ввиюл):епо с coocjio устаиовленными иодвижными pa: n a;viH, нере.мещае: ыми по вертикальным иаиравляющим с поГЮЩью гидропривода, а
од.пп коцец каждого отсекателя кинематически связан рычажцой системой с рамой, причем одни из рычагов выполнены со смонт,1рованными внутри них подпружиненными И1тскал и, iia которых жестко закреплены упоры, взаилюдеГштвующие с подвижными рам;;ами.
2.Устройство по н. 1, отличающееся .ем, что, с целью уменьшения трения между 1 о;1вижными ра.мками н упорами, носледние
1;Ыполне1Пз1 с роликами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия изготовления комбинированных балок | 1988 |
|
SU1558676A1 |
| Подъемно-транспортное устройство | 1977 |
|
SU639807A1 |
| ЙАТЕЙТЙС- -inизобретения П. Н. Наливайко, В. Г. Бескоровайный, В. Н. Ивон, Л. Ф! Щт«вве^|1!^-'^(д51 '*' В. Я. Рудик, Н. С. Проценко, А. А. Афанасьев, И. Б.!Хандрос',Г. Д. Кочмала и А. А. Скворцовj | 1970 |
|
SU278089A1 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
| ЦСЕСОЮЗНДЯП;.TFHTr.>&--- •: V-лij:'p."f^«^^.иотзиа МБ,*С. Б. Алесковский, А. Е. Мордкович, Л. И. Жайворонок и Ф. Н. КапустинМ. Кл. В 65Ь 1/08УДК 66.023:621.798:539. .215(088.8) | 1973 |
|
SU361931A1 |
| Устройство для погрузки на полочные вагонетки камерных сушил пустотелых керамических блоков | 1951 |
|
SU95524A1 |
| Устройство для транспортирования штучных грузов | 1976 |
|
SU658048A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| РЕМИЗОПОДЪЕМНАЯ КАРЕТКА | 1971 |
|
SU316247A1 |
| Устройство для передачи изделий с подающего конвейера на приемный | 1985 |
|
SU1316952A1 |