1
Изобретение касается автоматизации производственных процессов и предназначено для использования в автоматических линиях.
Известен шаговый транспортер с автоматическим заполнением свободных позиций автоматической липии деталями с предыдущей позиции, перемещаемых неуравновещениыми рычагами, установленными па щтанге транспортера и взаимодействующими с равномерно расположенными на тяге толкателями, совершающими возвратно-поступательное движение.
Предложенный шаговый транспортер отличается тем, что в нем штанга выполнена из отдельных наладочных, определяющих его шаг, и рабочих, определяющих наличие детали на каждой позиции, элементов, последние из которых снабжены щарнирно установленными рычагами, взаимодействующими одним из своих плеч с толкателями тяги, в случае отсутствия деталей на какой-либо позиции автоматической линии. Такое выполпепие транспортера упрощает конструкцию и позволяет быстро переналаживать его но шагу в зависимости от габаритных размеров транспортируемых деталей.
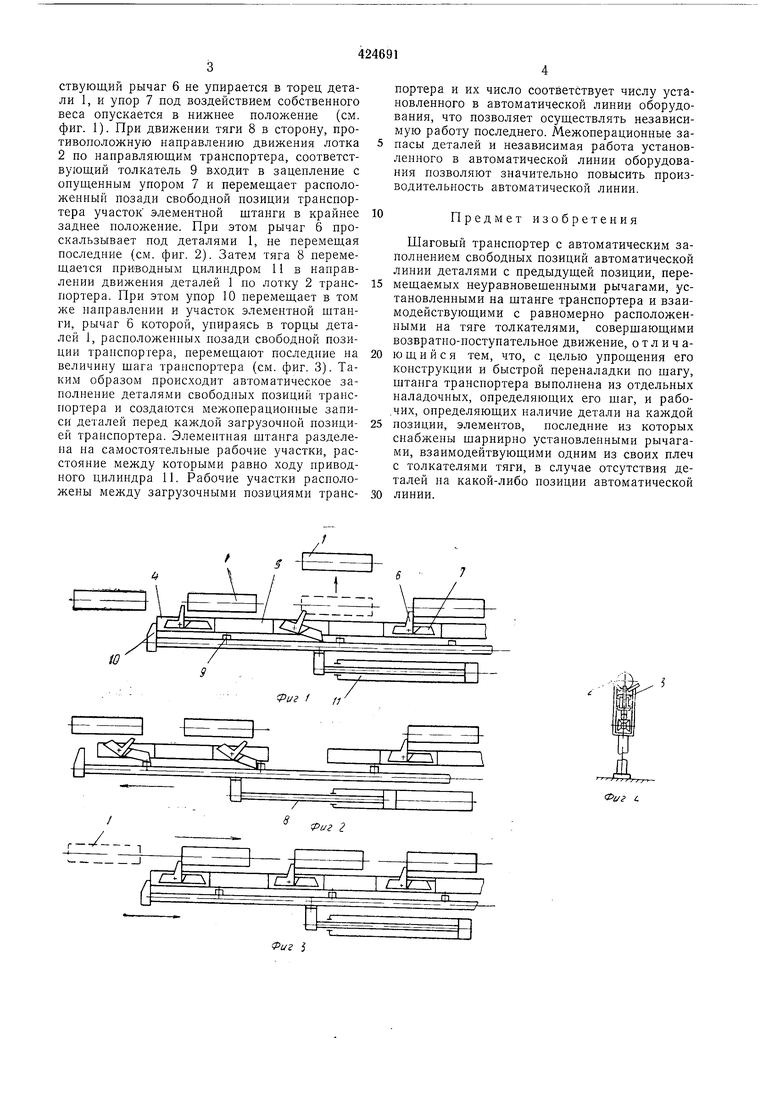
На фиг. 1 показано положение рычагов рабочего участка транспортера со свободной позицией; на фиг. 2 - положение рычагов рабочего участка транспортера при холостом ходе
элементной штанги; на фиг. 3 - положение рычагов рабочего участка транспортера при полностью заполненных позициях; па фиг. 4 - поперечное сечение транспортера. Детали 1 перемещаются по лотку 2, ниже которого в направляющих 3 распололчена штанга, состоящая из отдельных, не связанных один с другим, рабочих 4 и наладочных 5 элементов. На рабочих элементах 4 щарнирно
установлены на общей оси рычаги 6 с упорами 7, щаг которых зависит от габаритов транспортируемых деталей 1 и определяется длиной наладочных элементов 5. Элементная щтанга имеет возможность перемещаться под
действием тяги 8 с толкателями 9, местоположение и шаг которых соответствует шагу упоров 7. На конце тяги 8 расположен упор 10. Тяга 8 совершает возвратно-поступательпые движения от приводного цилиндра 11. За время цикла автоматической линии тяга 8 совершает несколько двойных ходов.
В случае, если все позиции транспортера заполнены деталями, рычаги 6, упираясь в детали 1, поднимают упоры 7, и при движенпп
тяги 8 толкатели 9 проходят под упорами 7, не входя в зацепление с последними. В этом случае детали 1 на лотке 2 трапснортера остаются неподвнжпыми (см. фиг. 3). В случае, если в любом месте лотка 2 транспортера и.меются свободные от деталей позиции, соответствующий рычаг 6 не упирается в торец детали 1, и упор 7 под воздействием собственного веса опускается в нижнее положение (см. фиг. 1). При движении тяги 8 в сторону, противоположную направлению движения лотка 2 по направляющим транспортера, соответствующий толкатель 9 входит в зацепление с опущенным упором 7 и перемещает расположенный позади свободной позиции транспортера участок элементной щтанги в крайнее заднее положение. При этом рычаг 6 проскальзывает под деталями 1, не перемещая последние (см. фиг. 2). Затем тяга 8 перемещаеася приводным цилиндром 11 в направлении движения деталей 1 по лотку 2 транспортера. При этом упор 10 перемещает в том же направлении и участок элементной щтанги, рычаг 6 которой, упираясь в торць деталей 1, расположенных позади свободной позиции транспортера, перемещают последние на величину щага транспортера (см. фиг. 3). Таким образом происходит автоматическое заполнение деталями свободных позиций транспортера и создаются межоперационные записи деталей перед каждой загрузочной позицией транспортера. Элементная щтанга разделена на самостоятельные рабочие участки, расстояние между которыми равно ходу приводного цилиндра 11. Рабочие участки расположены между загрузочными позициями транспортера и их число соответствует числу установленного в автоматической линии оборудования, что позволяет осуществлять независимую работу последнего. Межоперационные запасы деталей и независимая работа установленного в автоматической линии оборудования позволяют значительно повысить производительность автоматической линии.
Предмет изобретения
Шаговый транспортер с автоматическим за полнением свободных позиций автоматической линии деталями с предыдущей позиции, перемещаемых неуравновещенными рычагами, установленными на щтанге транспортера и взаимодействующими с равномерно расположенными на тяге толкателями, соверщающими возвратно-поступательное движение, о т л и ч ающийся тем, что, с целью упрощения его конструкции и быстрой переналадки по щагу, щтанга транспортера выполнена из отдельных наладочных, определяющих его щаг, и рабо .чих, определяющих наличие детали на каждой
позиции, элементов, последние из которых снабжены щарнирно установленными рычагами, взаимодейтвующими одним из своих плеч с толкателями тяги, в случае отсутствия деталей на какой-либо позиции автоматической
линии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаговый конвейер | 1974 |
|
SU546532A1 |
| Транспортно-накопительный участок автоматической линии | 1986 |
|
SU1380905A1 |
| Линия штамповки листовых заготовок и сборки изделий из них | 1982 |
|
SU1050852A1 |
| Линия многооперационной штамповки | 1987 |
|
SU1532153A1 |
| Шаговый транспортер | 1969 |
|
SU290658A1 |
| Поточная линия для изготовления сварных конструкций | 1978 |
|
SU770715A1 |
| Автоматическая линия с приспособлениями-спутниками | 1977 |
|
SU751582A1 |
| Конвейер автоматической линии | 1986 |
|
SU1355456A1 |
| Линия штамповки деталей из листового материала | 1985 |
|
SU1278082A1 |
| Автоматическая линия для механической обработки цилиндрических деталей | 1983 |
|
SU1135607A1 |
