о(Л
со
00
о ;о
о
С7Т
U Чг t U
H

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ПОДАЧИ ДЕТАЛЕЙ | 2013 |
|
RU2533980C1 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО К ВЕРТИКАЛЬНО-ПРОТЯЖНЫМ СТАНКАМ | 1972 |
|
SU358126A1 |
| Загрузочное устройство | 1990 |
|
SU1756105A1 |
| Автоматическая линия | 1975 |
|
SU547327A1 |
| Автоматизированная линия изготовления крутоизогнутых отводов | 1989 |
|
SU1708475A1 |
| Автоматическая станочная линия | 1956 |
|
SU107719A1 |
| Конвейер-распределитель дляиздЕлий цилиНдРичЕСКОй фОРМы | 1978 |
|
SU848288A1 |
| Бак для термообработки коротких цилиндрических деталей | 1985 |
|
SU1323587A1 |
| Устройство для подачи деталей | 1983 |
|
SU1152098A1 |
| Технологический комплекс для обработки цилиндрических деталей | 1989 |
|
SU1761436A2 |

Изобретение относится к области машиностроения и может быть использовано в автоматических линиях. Цель изобретения - экономия производственных площадей. Деталь 17 с транспортера 1 перемещается в позицию технологической обработки на оборудовании А, после чего воз- нращается на транспортер 1, а затем на спиральный лоток подъема подъемника-накопителя 2. В случае отказа оборудования В работа оборудования А обеспечивается путем заполнения дополнительного спирального лотка. После заполнения основного спирального лотка последняя деталь заклинивает рычаг распределителя и детали заполняют дополнительный спиральный . В случае отказа оборудования А работа оборудования В обеспечивается деталями 17 из основного и дополнительного спиральных , iOTKOB. 8 ил. С 
/7
.8
Изобретение относится к машиностроению и может быть использовано в автоматических линиях механической обработки цилиндрических деталей типа поршней.
Цель изобретения - экономия производственных площадей.
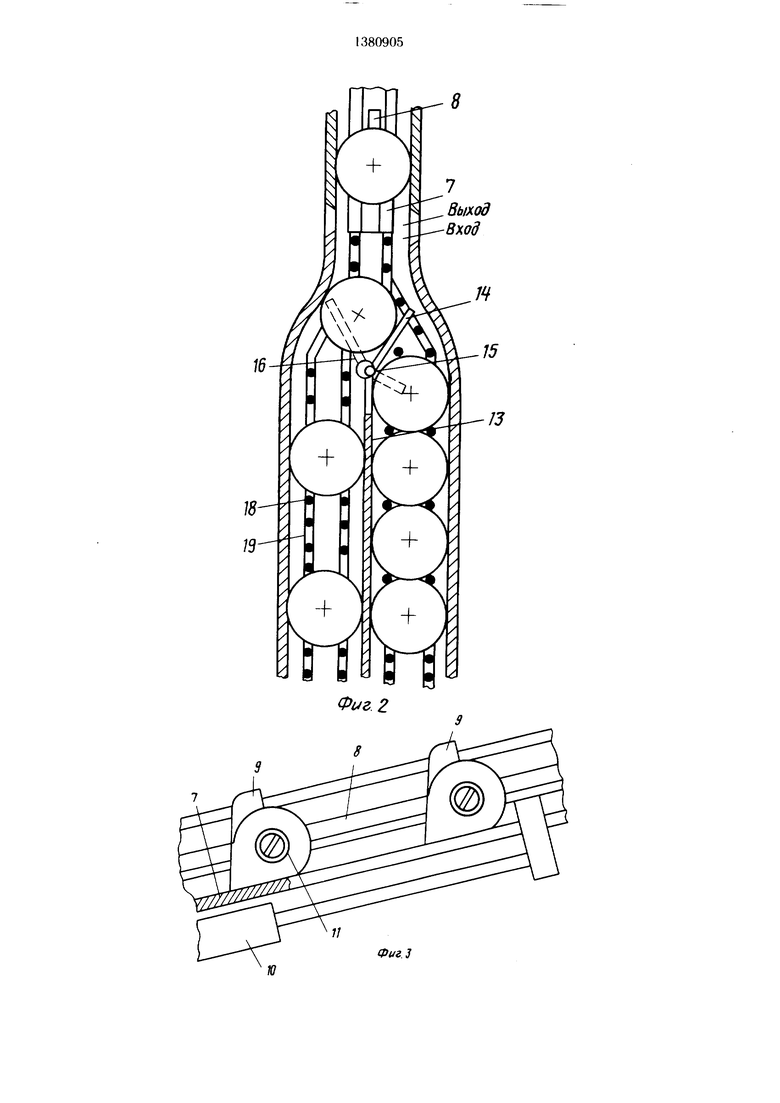
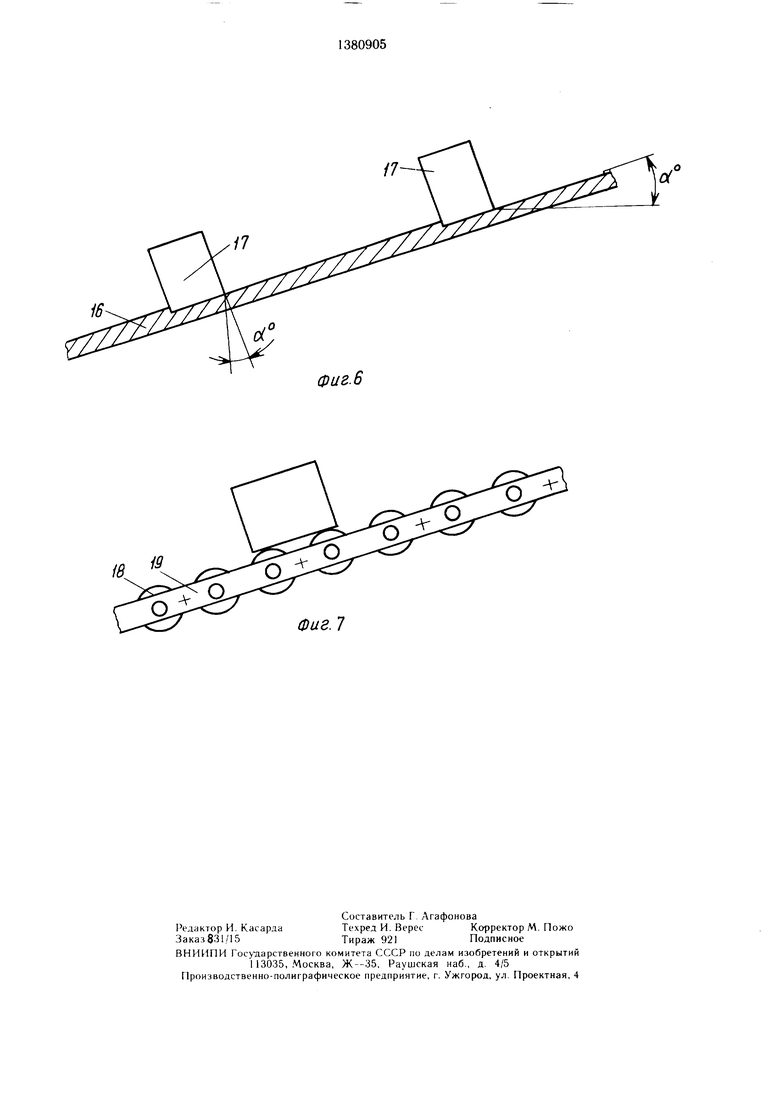
На фиг. i изображена схем транспортно- накопительного участка; на фиг. 2 - узел I на фиг. 1 (узел стыковки спирального лотка подъема и основного и дополнительного спиральных лотков); на фиг. 3 - тяговый орган спирального лотка подъема; на фиг. 4 - то же, одно из состояний рабочего положения тягового органа; на фиг. 5 - разрез А-А на фиг. 4; на фиг. 6 - поверхность скольжения спирального лотка подъема; на фиг. 7 - поверхность скольжения основного и дополнительного спиральных лотков; на фиг. 8 - участок автоматической линии.
Транспортно-накопительный участок автоматической линии содержит транспортер 1, технологическое оборудование А, В, совмещенный подъемник-накопитель 2, оснащенный основным 3 и дополнительным 4 спиральными лотками. Накопитель 2 выполнен в виде цилиндрической стойки 5, на внутренней поверхности которой расположен спиральный лоток 6 подъема деталей, а на внешней - основной 3 и дополнительной 4 спиральные лотки накопления.
Выход спирального лотка 6 подъема соединен с выходо.м основного 3 и дополнительного 4 сгшральных лотков. Спиральный лоток 6 подъема деталей выполнен в виде трубы 7 с прорезью в верхней ступенчатой части. Шаговый привод подъема деталей содержит гибкую штангу 8 с шарнирно установленными на ней толкателями 9, размещенную в трубе 7, и гидроцилиндр 10.
Толкатели 9 выполнены с возможностью взаимодействия с контуром внутренней поверхности трубы 7. В тело толкателя 9 вмонтирована втулка 11, в которой поперек ее сечения выполнено отверстие. Каждая втулка 11 винтами 12 раскреплена на гибкой штанге 8 и надета на нее так, что верхняя часть толкателя 9 установлена в прорези, выполненной в трубе 7.
Основной 3 и дополнительный 4 спиральные лотки накопления выполнены с общей стенкой 13, содержащей на входной части распределитель 14 потока, например, флажкового типа, установленный на входе основного 3 и дополнительного 4 спиральных лотков накопления. Распределитель 14 установлен на оси 15, закрепленной на общей стенке 13 лотков. На оси 15 смонтирована пружина 16 кручения, один конец которой закреплен на общей стенке 13, а другой - на одном из рычагов распределителя 14.
Поверхность скольжения спирального лотка 6 подъема выполнена с уступами 16, которые установлены под углом, не превышающим угол опрокидывания транспортируемой детали 17. Поверхности скольжения основного 3 и дополнительного 4 спиральных лотков накопителя выполнены в виде шариков 18, закрепленных на направ- ляющнх 19.
Устройство работает следующим образом. Транспортно-накопительный участок яв- ля,ется частью автоматической линии и устанавливается между отдельным, автономным технологическим оборудованием в последовательном технологическом процессе. В исходном положении рычаг распределителя 14 потока перекрывает дополнительный спи5 ральный лоток 3. Такт выдачи детали меньше такта разворота распределителя 14 потока.
Деталь 17 с транспортера 1 перемещается на технологическую обработку в оборудование А. После обработки деталь 17
0 поступает на транспортер I, а оттуда - на спиральный лоток 6 подъема подъемника- накопителя 2, смонтированого на цилиндрической стойке 5, по которому перемещается тяговым органом, выполненным в виде
5 гибкой штанги 8. Опираясь основанием на внутреннюю поверхность стенки трубы 7, толкатели 9 проходят в прорези и передвигают деталь на шаг.
При обратном ходе штанги 8 толкатель 9 проходит под деталью 17 и, врашаясь на
Q втулке 11, раскрепленной винтами 12 на штанге 8, принимает исходное положение за деталью. Гидроцилиндр 10 совершает подачу, и гибкая штанга 8 передвигает детали 17 на следующий щаг. Детали 17 перемещаются к выходу спирального лотка 6
5 подъема по поверхности, выполненной с уступами 16.
Распределитель 14 потока, закрепленный на оси 15 общей стенки 13 лотков 3 и 4, выпускает детали 17 поштучно в основной спиральный лоток 3. Так как такт
0 выдачи детали 17 меньше такта разворота распределителя 14, то последний, вращаясь на оси 15 под действием пружины 16 кручения, возвращается в исходное положение раньше, чем поступает следующая деталь 17
с из спирального лотка подъема на узел стыковки основного 3 и дополнительного 4 спиральных лотков. Деталн 17 по поверхности скольжения основного 3 и дополнительного 4 лотков, выполненных в виде шариков 18, закрепленных на направляющих
0 19, заполняют основной спиральный лоток 3. Дальнейший технологический маршрут движения детали 17 аналогичен указанному. В случае отказа оборудования В работа оборудования А обеспечивается путем заполнения дополнительного спирального лотка 4
5 После заполнения основного спирального лотка 3 последняя деталь 17 заклинивает рычаг распределителя 14, и детали заполняют дополнительный спиральный лоток 4.
В случае отказа оборудования А работа оборудования В обеспечивается деталями 17 из основного 3 и дополнительного 4 спиральных лотков.
Формула изобретения
Транспортно-накопительный участок автоматической линии содержащий транспортер, технологическое оборудование, совмещенный подъемник-накопитель, оснащенный основным и дополнительным спиральными лотками, отличаюи ийся тем, что, с целью экономии производственных площадей, накопитель выполнен в виде цилиндрической
стойки, на внутренней поверхности которой расположен спиральный лоток подъема деталей, а на внещней - основной и дополнительный спиральные лотки накопления,
при этом спиральный лоток подъема деталей выполнен в виде трубы с прорезью в верхней ступенчатой части, причем щаговый привод подъема деталей содержит гибкую щтангу с щарнирно установленными на ней толкателями, размещенную в трубе, и гидроцилиндр, а основной и дополнительный спиральные лотки накопления выполнены с общей стенкой, содержащей на входной части распределитель потока.
Фиг Z
Фиг.З
Шаг, детали
Фиг.
11
Фи.5
фаг.В
Фаг.7
| Транспортно-накопительный участок автоматической линии | 1982 |
|
SU1044454A1 |
