1
Изобретение относится к обработке металлов давлением, в частности к способам изготовления колец.
Известен способ изготовления колец из прессованных спиральных заготовок, включающий осадку заготовки по высоте и последующую сварку стыка.
Цель предлагаемого изобретения - повыщение точности изготовления колец.
Для этого одновременно с осадкой заготовку раздают по диаметру, а в конце операции осадки производят калибровку по диаметру и высоте.
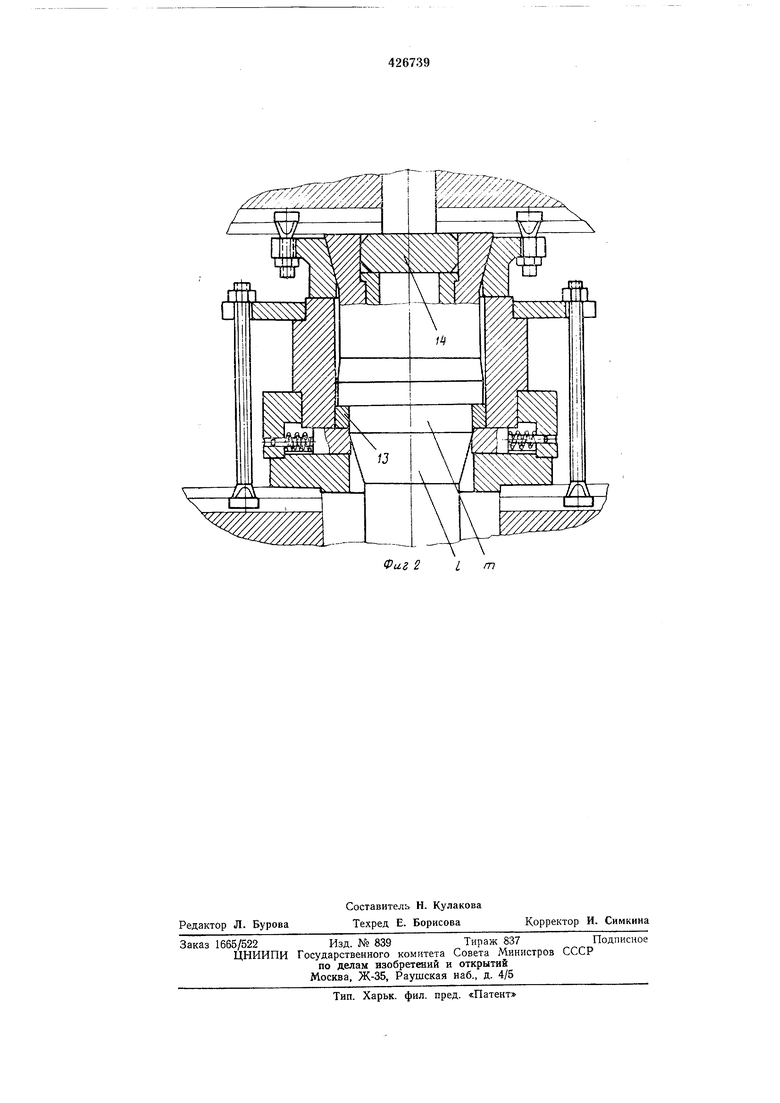
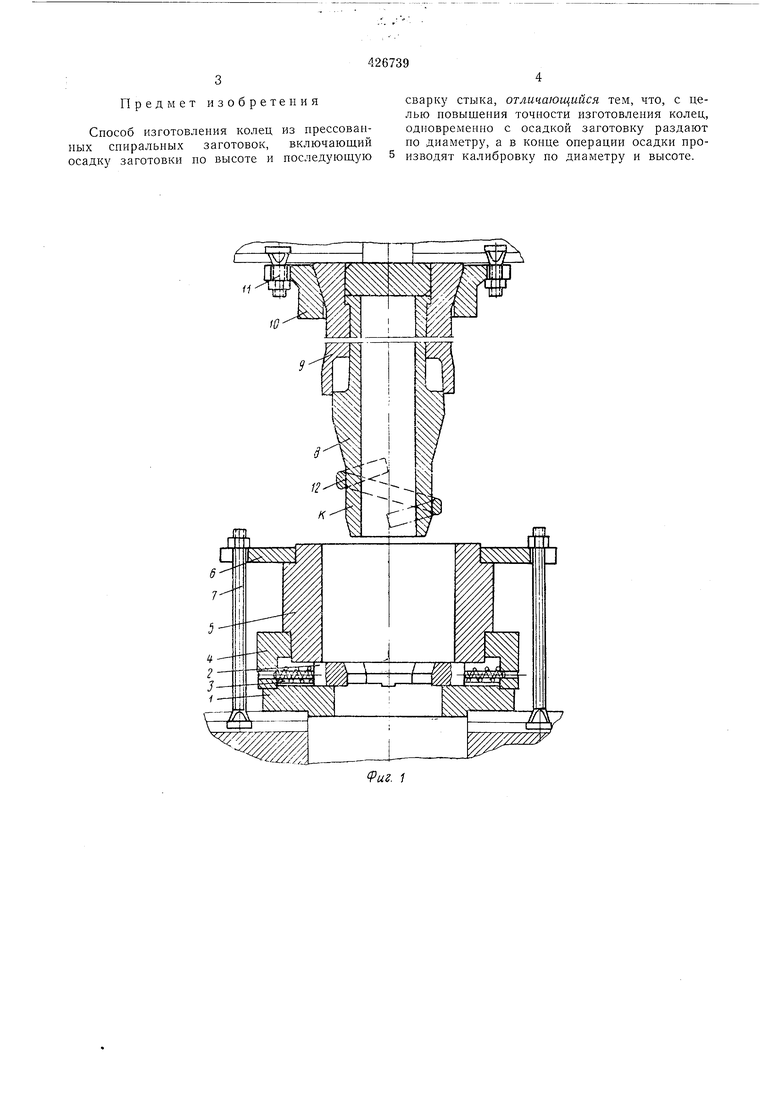
На фиг. 1 изображен штамп в исходном положении; а на фиг. 2 - в момент окончания правки.
Штамп включает основание 1, установленное на столе универсального гидравлического пресса. В направляющих пазах основания установлены секторы 2, которые постоянно поджаты пружинами 3 и при этом своими внутренними поверхностями образуют замкнутый кольцевой контур. На основании 1 установлен корпус 4 штампа, а на нем размещена ограничительная втулка 5. Втулка 5, корпус 4 и основание / с помощью плиты 6 и болтов 7 закреплены на столе пресса. Коническая оправка 5 установлена в нажимном пуансопе Я который с помощью крышки 10 и болтов 11 закреплен на подвижной траверсе пресса. Спиральная цилиндрическая заготовка J2 уста}1авливается на цилиндрический хвостовик К оправки 8.
Правка осуществляется следующим образом. При движении пуансона 9 с оправкой 8 вниз спиральная заготовка 12 разделяется на коническом участке / оправки и одновременно осаживается по плоскости между торцом нажимного пуансона 9 и обращенными к заготовке торцами секторов 2. Наружный диаметр заготовки ограничивается внутренней поверхностью ограничительной втулки 5. На оправке 5 непосредственно за коническим участком / имеется цилиндрический поясок т, непосредственно примыкающий к торцу пуансона 9. На этом пояске осуществляется калибровка кольцевой заготовки но диаметру. При это1М внутренний диаметр плоской кольцевой заготовки 13 после правки и калибровки определяется диаметром калибрующего пояска т огаравки с учетом пружинения кольца после снятия его с оправки.
Снятие кольца с оправки может быть осуществлено, например, путем вдвигания оправки в пуансон после выведения из-под 30 верхнего торца оправки проставки 4. 34
Предмет изобретениясварку стыка, отличающийся тем, что, с цеСнособ изготовления колец из прессован- одновремепно с осадкой заготовку раздают ных спиральных заготовок, включающий но диаметру, а в конце онерацни осадки нроосадку заготовки по высоте и последующую 5 изводят калибровку по диаметру и высоте.
426739
лью повышения точности изготовления колец,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения заготовок колец с конической внутренней поверхностью | 1983 |
|
SU1183276A1 |
| Штамп для деформирования кольцевых заготовок | 1985 |
|
SU1310078A1 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ ТРУБ | 2005 |
|
RU2324564C2 |
| Штамп для раздачи полых заготовок | 1980 |
|
SU927382A1 |
| Способ изготовления колец из трубных заготовок | 1983 |
|
SU1152685A1 |
| Способ изготовления кольцевых изделий | 1982 |
|
SU1077690A1 |
| Способ ковки в подкладных штампах поковок типа цилиндрических колес с ободом и ступицей | 1987 |
|
SU1542684A1 |
| Способ изготовления колец и штамп для его осуществления | 1981 |
|
SU1013073A1 |
| ШТАМП ДЛЯ ОСАДКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2023 |
|
RU2815516C1 |
| Устройство для изготовления полых,преимущественно составных деталей с наружными и внутренними профилированными кольцевыми утолщениями | 1982 |
|
SU1097421A1 |