1
Устройство относится К области .изготовления арматурных каркасов железобетонных изделий.
Известно устройство для сварки арматурных каржасов, содержащее роликовый электрод, закрепленный на электрододержателе, установленном на рычаге, шарнирно связанном-с опорой.
Такое устройство ие позволяет в широком диапазоне регулировать установку сварочных электродов на разиые диаметры свариваемых ка-ркасов.
Расширение диапазона размеров свариваемых .изделий обеспечивается тем, что рычаг выполнен консольным и с«абл :ен приводом регул-ировочного перемещения относительно оси, параллельной оси изделия.
На фиг. 1-3 изображено устройство для сварки арматурных каркасов. Предлагаемое устройство состоит из привода I ходового винта 2, с которым связаны сварочная каретка 5 и опорная каретка 4, например, с помощью разъемных маточиых гаек. ,На станине 5 установлен оривод 6 вращения неподвижной планшайбы 7 и планщайб сварочной и опорной «ареток 3 w. 4, через которые пропущен ходовой валик 8, обеспечивающий синхронное врашение планшайб. На сварочной каретке 3 смонтировано сварочное устройство 9, состоящее из сварочного роликового электрода 10,
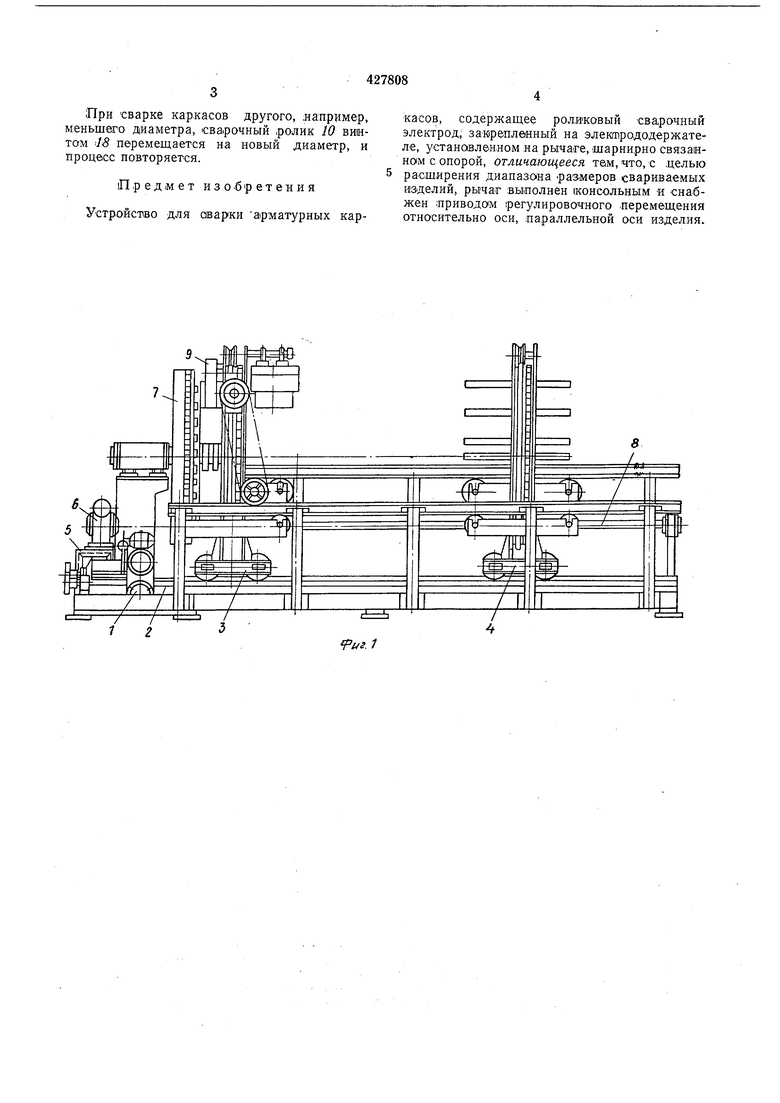
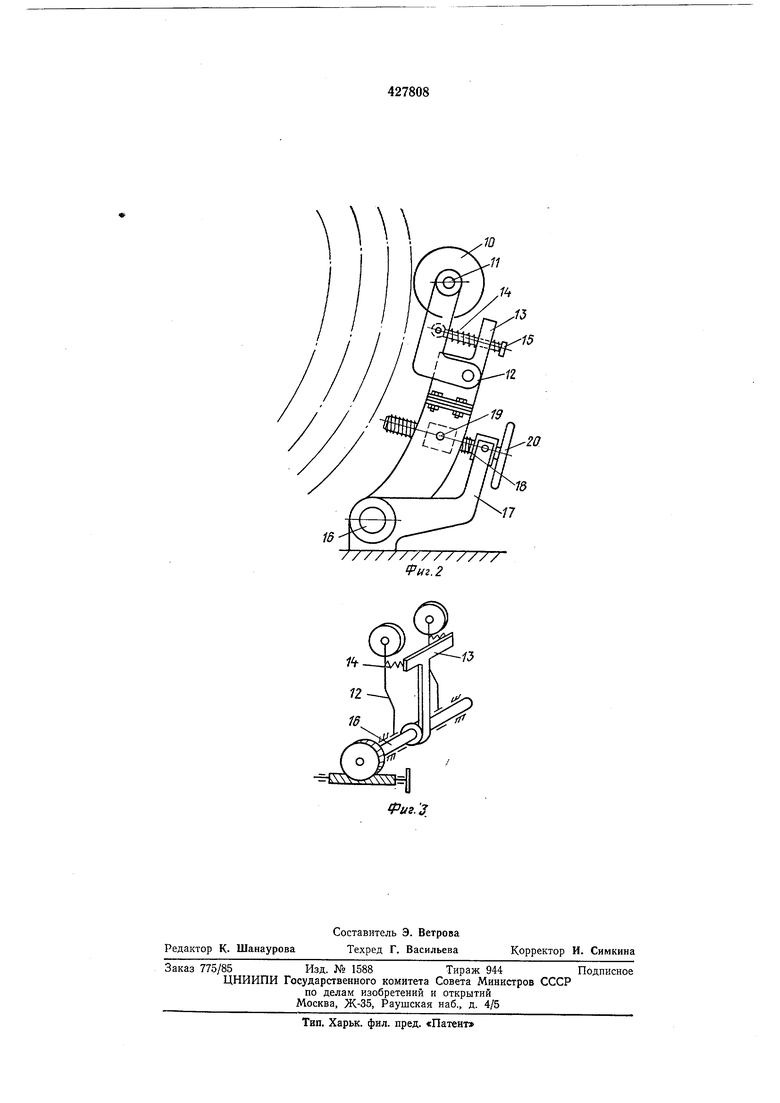
смонтированного на оси i/i/ и установленного на электрододержателе 12, который щарнир«о закреплен на рычаге 13 и снабжен силовой пружиной 14, расположениой на тяге 15. Рычаг .13 жестко закреплен на оси 16, установленной на опоре 17, снаблсенной приводом перемещения рычага 13, выполненным в виде винта 18, который установлен на шар-нирах 19 и вращается маховиком 20. Винт 18 предназначен для установки сварочного электрода на требуемый диаметр свариваемого каркаса, а также для местного подвода и отвода сварочного электрода. Поджим сварочного электрода осуществляется силовой пружиной 14.
Работает устройство следующим образом. Винтом 18 рычаг 13 со сварочным электродом 10 подводится к привариваемой спиральной арматуре, которая подл имается к продольным пруткам. Необходимое усилие обеспечивается пружиной 14, (поджатие которой регулируется. При вращении планщайб во время сварки сварочный роликовый электрод 10 отклоняется продольными трутками и соверщает вместе с электрододержателем 12 колебательное движение, которое воспринимается пружиной 14, (Компенсирующей отклонения ролика. Опора 17 в это время неподвижна. После изготовления каркаса роликовый электрод отводится для съема каркаса.
При сварке каркасов другого, .например, меньшего диаметра, сва.рочный ,ролик 10 винтом :18 перемещается на новый диаметр, и процесс повторяется.
Предмет изобретения Устр. для аварки арматурных каркасов, содержащее роликовый -сварочный электрод, закрепленный на электрододержател-е, усталовленном ,на рычаге, шарнирно связанном с опорой, отличающееся там, что, с целью расширения диапазона размеров свариваемых изделий, рычаг выполнен (консольным -и снабжен приводам регулировочного -перемещения относительно оси, параллельной оси изделия.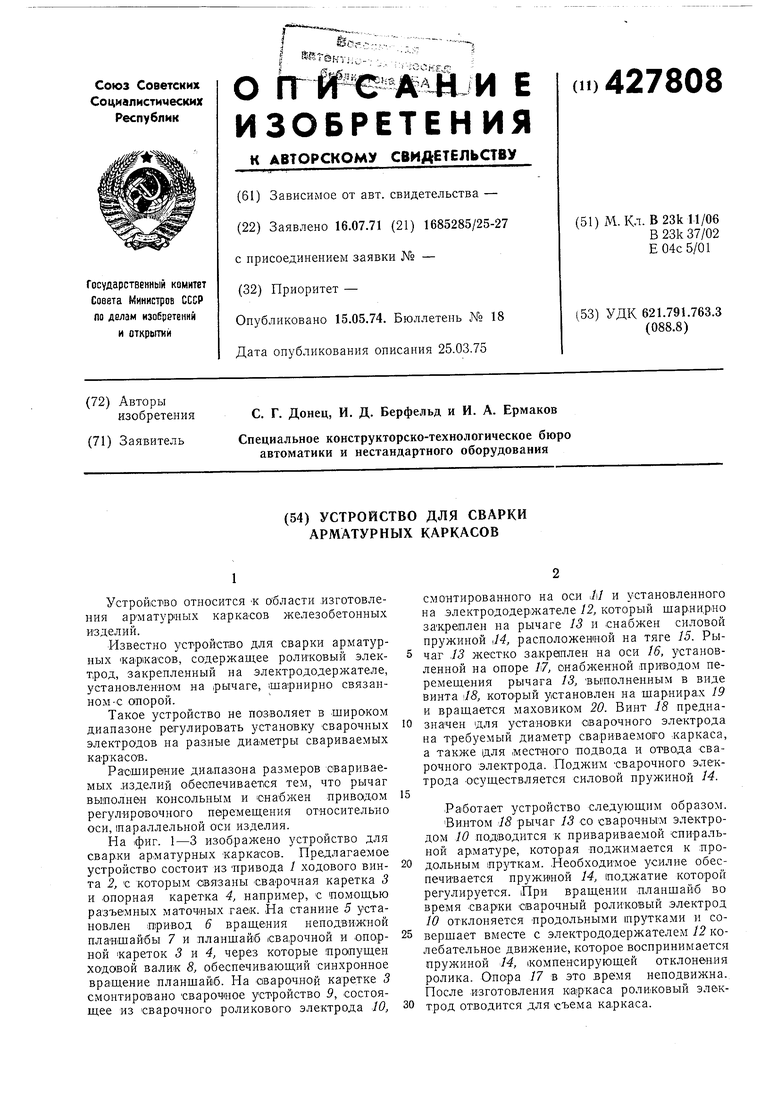
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки арматурных каркасов | 1986 |
|
SU1461606A1 |
| УСТРОЙСТВО для СВАРКИ ОБЪЕМНЫХ АРМАТУРНЫХКАРКАСОВ | 1971 |
|
SU319426A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1987 |
|
SU1440648A1 |
| Устройство для сварки арматурных каркасов | 1978 |
|
SU685398A1 |
| Устройство для изготовления пространственных арматурных каркасов | 1986 |
|
SU1409435A1 |
| Устройство для сварки пространственных арматурных каркасов | 1981 |
|
SU988493A1 |
| Способ изготовления пространственных арматурных каркасов | 1981 |
|
SU1097466A1 |
| Устройство для контактной точечной сварки пространственных арматурных каркасов | 1987 |
|
SU1524974A2 |
| Установка для контактной точечной сварки пространственных арматурных каркасов | 1976 |
|
SU617135A1 |
| Устройство для контактной сварки пространственных арматурныхКАРКАСОВ | 1970 |
|
SU437337A1 |
// 7/ / / ///. fn2.2
