1
Изобретение относится к области трубопрокатного производства.
Известен технологический .инструмент ста.иа .поперечно-винтовой п,ро.катки труб, включающий пару приводных рабоч.их валков, уста.новлен.ных ла угол лодачи и угол раскаткн, и приводной дисковый с несимметричной калибро,вкой рабочей поверхности валок.
Известный технологический инструмент увеличивает проскальзывание металла прокатываемой трубы отиосительно рабочих поверхностей дисковых валков в тангенциальном направлении, что приводит к повышенному расходу энергии, снижению скорости прокатки и интенсивному износу инструмеита, а неравномерное расположение деформирующих усилий приводит к снижению точности прокатываемых труб.
Цель изобретения - уменьшить проскальзывание металла относительно инструмента в тангенциальном направлении.
Это достигается тем, что у предлагаемого инструмента ось вращения дискового валка наклонена к линии центров рабочих валков, расположенной в вертикальной плоскости их пережима, а профиль рабочей поверхности дискового валка выполнен по кривой с катающими радиусами, убывающими в маправленин наклона оси его вращения.
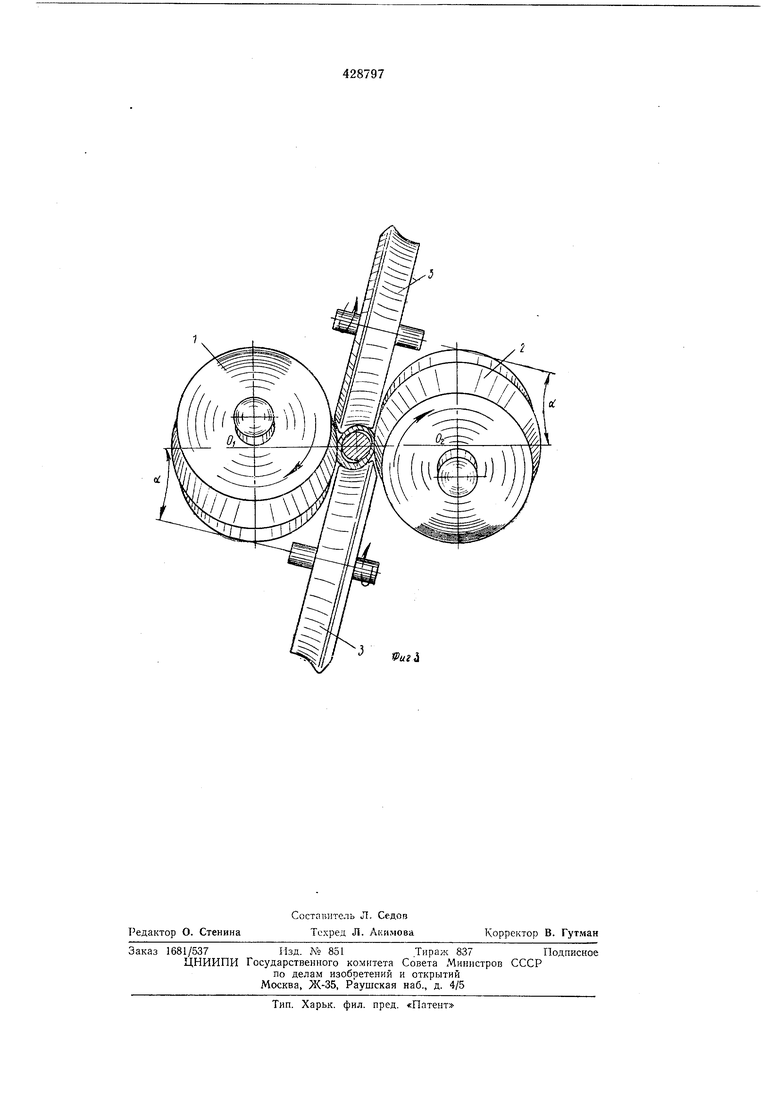
Для того, чтобы совместить ось прокатки с осью стана, применен дополнительный дисковый валок с параллельной первому осью вращения и обратным углом ее наклона.
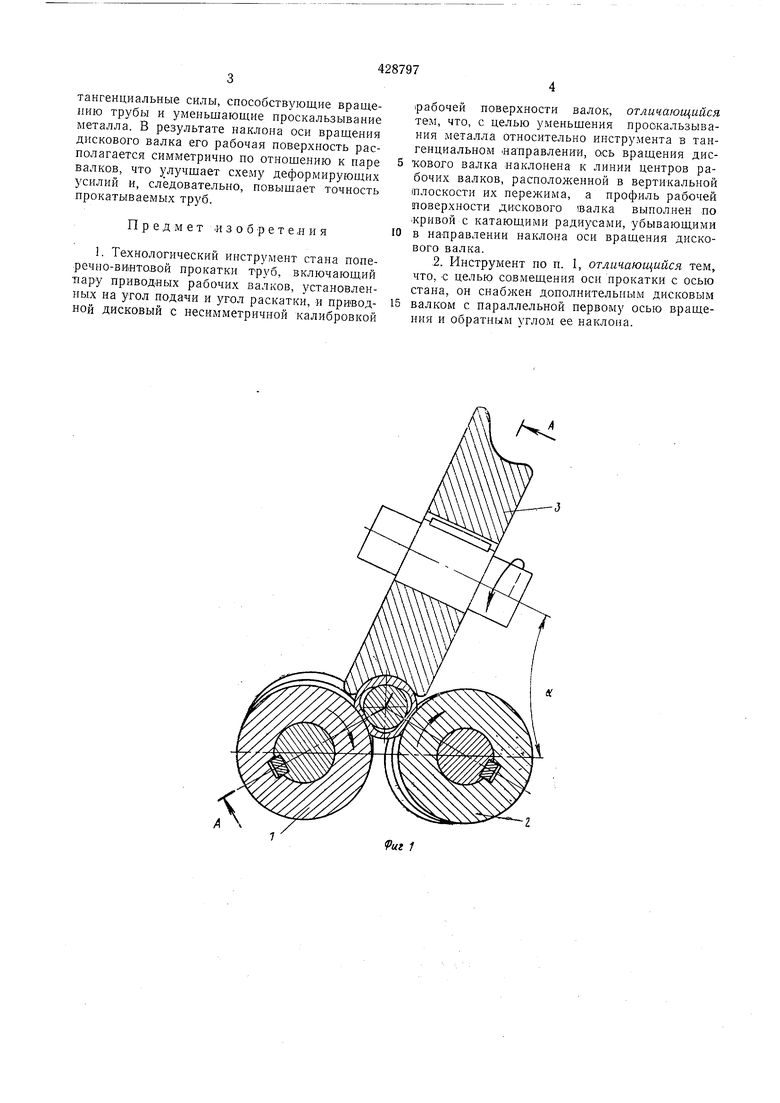
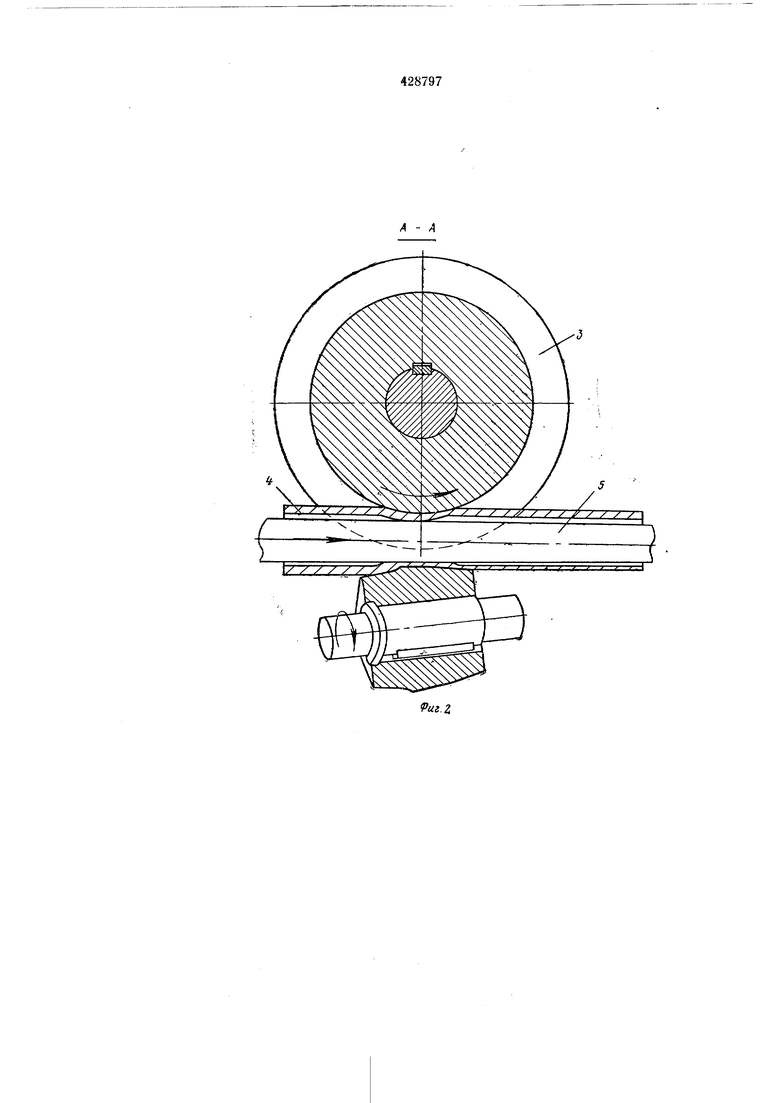
На фиг. 1 изображен предлагаемый инструмент, вертикальный разрез по пережиму валков; на фиг. 2 - то же, разрез по А-А; на фиг. 3 - общий вид инструмента с двумя дисковыми валками.
Предлагаемый технологический инструмент включает два приводных рабочнх бочкообразных валка / и 2, установленных на угол подачи и угол раскатки, дисковый валок 3, ось вращения которого наклонена на угол а к линии центров валков OiOj. Ра-бочая поверхность дискового валка скалибрована по кривой с катающими радиусами, убывающими в иаправленни наклона оси вращения.
При осуществлении и оперечно-винтовой прокатки труб всем валкам сообщается вращение отлривода (не показан). Подаваемая между ваЛКами труба 4 на оправке 5 захватывается рабочей поверхностью дискового валка 3 и входными конусами валков 1 и 2, вращается и одновременно перемещается в направлении прокатки. Поскольку катающий радиус рабочей поверхности Д1 скового валка убывает в направлении наклона его оси вращения и против вращения трубы, то в зоне контакта рабочей поверхности с трубой возникают активные
тангенциальные силы, способствзющие вращению трубы и уменьшающие проскальзывание металла. В результате наклона оси вращения дискового валка его рабочая поверхность располагается симметрично по отнощению к паре валков, что улучатает схему деформирующих усилий и, следовательно, повыщает точность прокатываемых труб.
Предмет .и з о б р е т е ,н и я
1. Технологический инструмент стана поперечно-винтовой прокатки труб, включающий пару приводных рабочих валков, установленных на угол подачи и угол раскатки, и приводной дисковый с несимметричной калибровкой
рабочей поверхности валок, отличающийся тем, что, с целью уменьщения проскальзывания металла относительно инструмента в тангенциальном «аправлении, ось вращения дискового валка наклонена к линии центров рабочих валков, расположенной в вертикальной (ПЛОСКОСТИ их пережима, а профиль рабочей поверхности дискового валка выполнен по кривой с катающими радиусами, убывающими
в направлении наклона оси вращения дискового валка.
,2. Инструмент по п. 1, отличающийся тем, что, € целью совмещения оси прокатки с осью стана, он снабжен дополнительным дисковым
валком с параллельной первому осью вращения и обратным углом ее наклона.
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛЕТЬ ВИНТОВОЙ ПРОКАТКИ | 1990 |
|
RU2030227C1 |
| Способ настройки стана винтовой прокатки | 1983 |
|
SU1121073A1 |
| Технологический инструмент для винтовой прокатки труб | 1987 |
|
SU1424888A1 |
| Инструмент для винтовой прокатки изделий | 1977 |
|
SU667297A1 |
| Способ настройки трехвалковогоСТАНА | 1979 |
|
SU801911A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 2020 |
|
RU2793593C1 |
| Инструмент для поперечно-винтовой прокатки штучных коротких полых тел вращения | 1978 |
|
SU768526A1 |
| Стан винтовой прокатки | 2020 |
|
RU2764066C2 |
| Технологический инструмент дискового прошивного стана | 1976 |
|
SU548327A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ДИСКОВОГО ПРОШИВНОГО СТАНА | 1971 |
|
SU425682A1 |
/
Риг 1
Wui
