Изобретенне относится к порошковой металлургии, в частности к способам прессования изделий из порошковых материалов.
Известен способ прессования металлокерамическнх изделий, включающий размещение порошка в электропроводящей оболочке, и его уплотнение импульсным магпптным нолем.
Цель изобретения - получение длинномерных пзделий.
Для этого уплотнение чередуют с шаговой подачей оболочки с порощком в направлении, перпендикулярном усилию прессования.
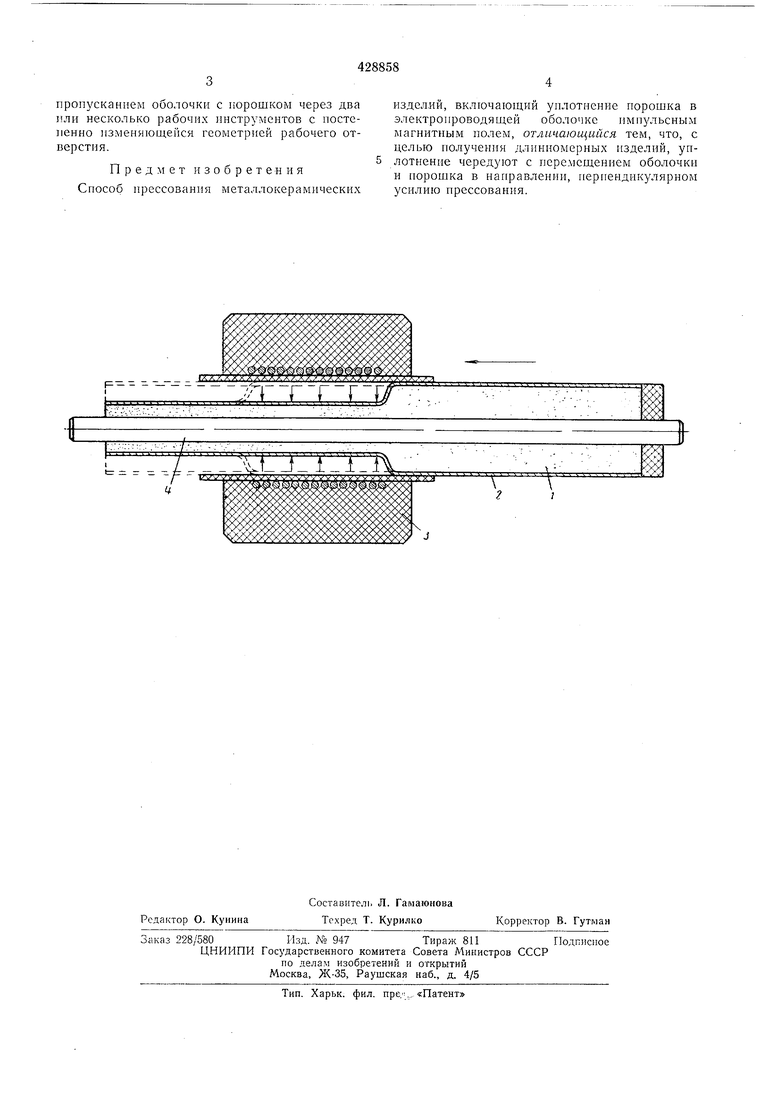
Чертеж поясняет способ прессовання. На нем изображены прессуемый порошок J, электропроводящая оболочка - контейнер 2, рабочпй инструмент - индуктор 3 и оправка 4.
Прессуемый ггорошок / в электропроводящей оболочке помещают одним концом в рабочую зону - зопу прессованпя пндуктора 3.
От генератора нмнульсных токов на индуктор подают импульс электрического тока. В результате взаимодействия магнитных полей пндуктора н наведенных токов электропроводящей оболочки, последняя деформируется на определенной длине, уплотняя заключенный в нее порошок.
После первого импульса тока оболочку с порошком перемещают вдоль продольной оси таким образом, чтобы в зоне прессования -
в раоочеп зоне индуктора - оказалась следующая недеформпровапная часть оболочки с порошком. На индикатор подают второй импульс тока, вызывающий уплотнение порошка па HOBOJM участке. Операции повторяют, чередуя подачу оболочки с порошком и воздействие на них импульспого магнитного поля.
Шаг перемещений оболочки - контейнера вдоль осп индуктора, а также мощиость подаваемого па индуктор тока, зависят от параметров индуктора и прессуемого пзделпя.
Способ предусматрпвает изготовление длинномерных металлокерамических втулок в двух вариантах: в одном случае нндуктор охватывает оболочку - контейнер снаружи, во втором - размещается внутри нее.
Во втором случае порошок помещают между оболочкой п разъемной матр)щей.
При прессованпи без оправки получают длинные металлокерамнческпе стсржнп. Способ может быть )спользован при применении плоского ппдуктора.
Эффективность способа повышается при автоматической согласованной подаче порошка с оболочкой в рабочую зону индуктора с частотой следования импульсов.
Уплотнение порошка может быть проведено в одном индукторе с различными по мощпостп разрядами или последовательным
пропусканием оболочки с порошком через два пли несколько рабочих инструмеитов с постепенно изменяющейся геометрией рабочего отверстия.
Предмет изобретения Способ прессования металлокерамических
изделии, включающий уилотиение порошка в электропроводящей оболочке импульсным магнитным полем, отличающийся тем, что, с целью получения длинномерных изделий, уилотнение чередуют с перемещением оболочки и иорошка в направлении, перпендикулярном усилню прессования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прессования металлокерамических изделий | 1980 |
|
SU929327A2 |
| Устройство для магнитно-импульсного прессования изделий из порошка | 1980 |
|
SU876300A1 |
| Способ получения покрытий из ме-ТАлличЕСКиХ пОРОшКОВ | 1979 |
|
SU804208A1 |
| Установка для электроимпульсногопРЕССОВАНия издЕлий из пОРОшКА | 1979 |
|
SU822991A1 |
| Способ изготовления спеченных изделий | 1977 |
|
SU660780A1 |
| УСТАНОВКА МАГНИТНО-ИМПУЛЬСНОГО ПРЕССОВАНИЯ НАНОРАЗМЕРНЫХ ПОРОШКОВ | 2009 |
|
RU2422245C1 |
| Способ изготовления изделий из порошков | 1988 |
|
SU1627321A1 |
| Способ восстановления изношенной поверхности цилиндрических полых деталей | 1981 |
|
SU1011340A1 |
| Способ прессования порошковой композиции в деформируемой электропроводящей оболочке (варианты) | 2017 |
|
RU2651094C1 |
| Способ восстановления деталей с внутренней полостью | 1982 |
|
SU1093398A1 |
г 1..::....: . ...-.i
