Изобретение относится к станкостроению, в частности к многокруговым круглошлифовальмым .
Известны системы активного контроля размеров деталей, обра-батываемых на многокру.ровых ,круглошл.ифовальных станках, которые имеют несколько измерительных головок, устанавливаемых на каждую из одновременно обрабатываемых .сту1пеней вала. Однако известные системы активного контроля не обеспечивают управление режимом обработки на этапе врезания, т. е. все валы, имеющие, как правило, различные величины припусков на обработку ,на каждой из обр:абатываемых ступеней, шлифуются с ПОСТОЯННОЙ на этом этапе автоматической подачей щлифовальной бабки. Вследствие этого снижается производительность обработки на первоначальном этапе цикла щлифования.
Цель изобретения - увеличение производительности станка.
Для этого система активного контроля размеров деталей снабжена сравнивающими, устройствами, входы которых соединены с выходами усилителей, а выходы с коммутатором щагового двигателя, который управляет механизмом 1егул рования врезной подачи.
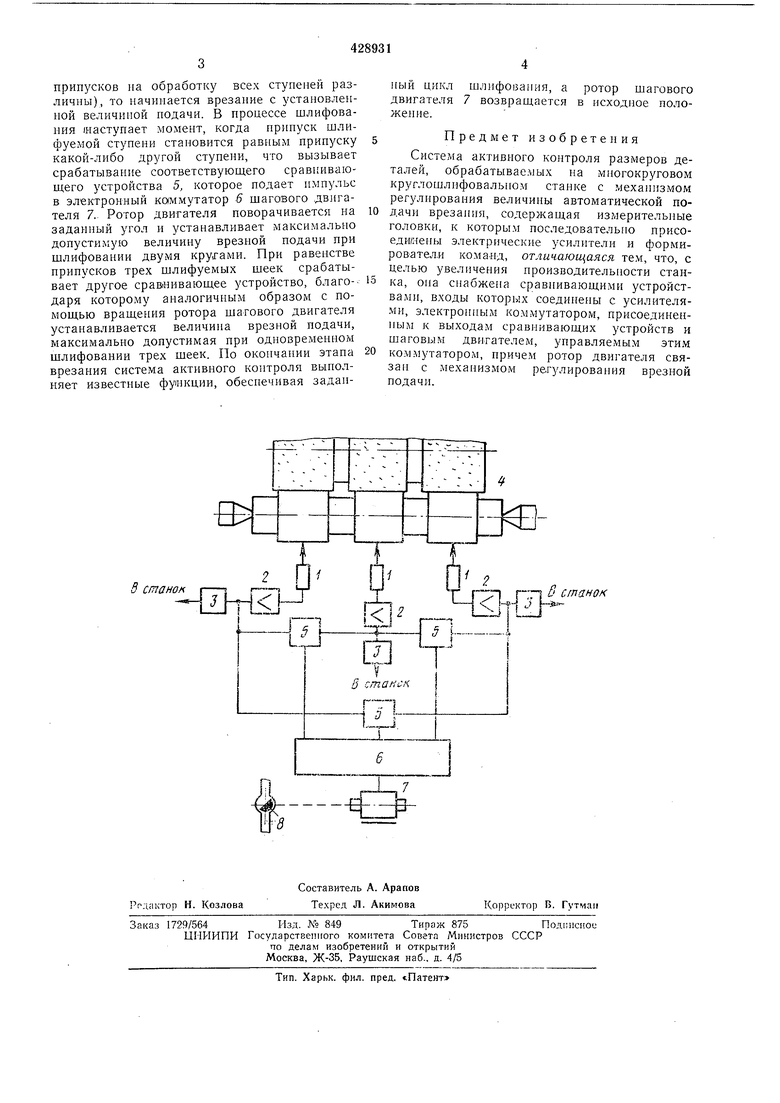
На чертел е показаиа блок-схема системы активного контроля.
Система состонт из нескольких устройств активного контроля, каждое из которых содержит измерительную головку /, усилитель 2 и формирователь команд 3. Измерительные
головки / установлены на каждой из одновременно обрабатываемой стунвии щлифуемой детали 4. Выходы усилителей 2 соединены со входами сравнивающих устройств 5, выходы которых соединены с электронны.м
коммутатором 6 щагового двигателя 7. Ротор щагового двигателя 7 жестко связан с механизмом 8 регулирования величины автоматической нодачи щлифовальной бабки на этане врезаиия (на чертеже схематично показаи гидравлический дроссель регулирования нодачи).
Система активного контроля работает следующим образом.
В исходном положении, когда ротор щагового двигателя обеспечивает . максимально донустимую величину врезной подачи при щлнфовании одним кругом, на позиции обработки устанавливается заготовка 4, к которой подводятся все измерительные головки
/, вследствие этого на вход сравнивающих устройств 5 подается сигнал с усилителей 2, величина которого завнсит от размера соответствующей стунени заготовки 4. Если равенства сигналов ни в одном сравнивающем
устройстве не наблюдается (т. е. велнчины припусков на обработку всех ступеней различны), то начннается врезание с установленной величиной подачи. В процессе шлифования /наступает момент, когда припуск шлифуемой ступени становится равным припуску какой-либо другой ступени, что вызывает срабатывание соответствующего сравнивающего устройства 5, которое подает импульс в электронный каммутатор 6 шагового двигателя 7. Ротор двигателя поворачивается на заданный угол и устанавливает максимально допустимую величину врезной подачи при шлифовании двумя крусами. При равенстве припусков трех шлифуемых шеек срабатывает другое сравнивающее устройство, благодаря которому аналогичным образом с помощью вращения ротора щагового двигателя устанавливается величииа врезной подачи, максимально допустимая при одновременном шлифовании трех шеек. По окончании этапа врезания система активного контроля выполняет известные функции, обеспечивая заданный цикл шлифования, а ротор шагового двигателя 7 возвращается в исходное положение. Предмет изобретения Система активного контроля размеров деталей, обрабатываемых на многокруговом круглощлнфовалыюм станке с механизмом регулирования величины автоматической подачи врезания, содержащая измерительные головки, к которым последовательно присоедииены электрические усилители и формировател.и комапд, отличающаяся тем, что, с целью увеличения производительности станка, она снабжена сравнивающими устройства.ми, входы которых соединены с усилителями, электронным коммутатором, присоединенным к выходам сравнивающих устройств и шаговым двнгателе.м, управляемым этим коммутатором, причем ротор двигателя связан с механизмом регулирования врезной подачи.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| Способ дискретного управления врезной подачей шлифовального станка | 1978 |
|
SU878542A1 |
| УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ РАЗМЕРОВ ДЕТАЛЕЙ ПРИ ВРЕЗНОМ ШЛИФОВАНИИ | 1970 |
|
SU288589A1 |
| Система активного контроля точности формы и размеров многоступенчатых деталей | 1973 |
|
SU442044A1 |
| Устройство активного контроля формы | 1980 |
|
SU1106646A1 |
| Устройство для управления скоростью вращения планшайбы шлифовального станка | 1978 |
|
SU791514A1 |
| Адаптивная система управления шлифованием изделий сложной формы | 1982 |
|
SU1075232A1 |
| УСТРОЙСТВО ДЛЯ AKTHBHOiO КОНТРОЛЯ РАЗМЕРОВ | 1972 |
|
SU423616A1 |
| Система активного контроля размеров поверхностей детали | 1972 |
|
SU456719A1 |
| Система дискретного управленияшлифОВАНиЕМ | 1979 |
|
SU810464A1 |
3 станок
