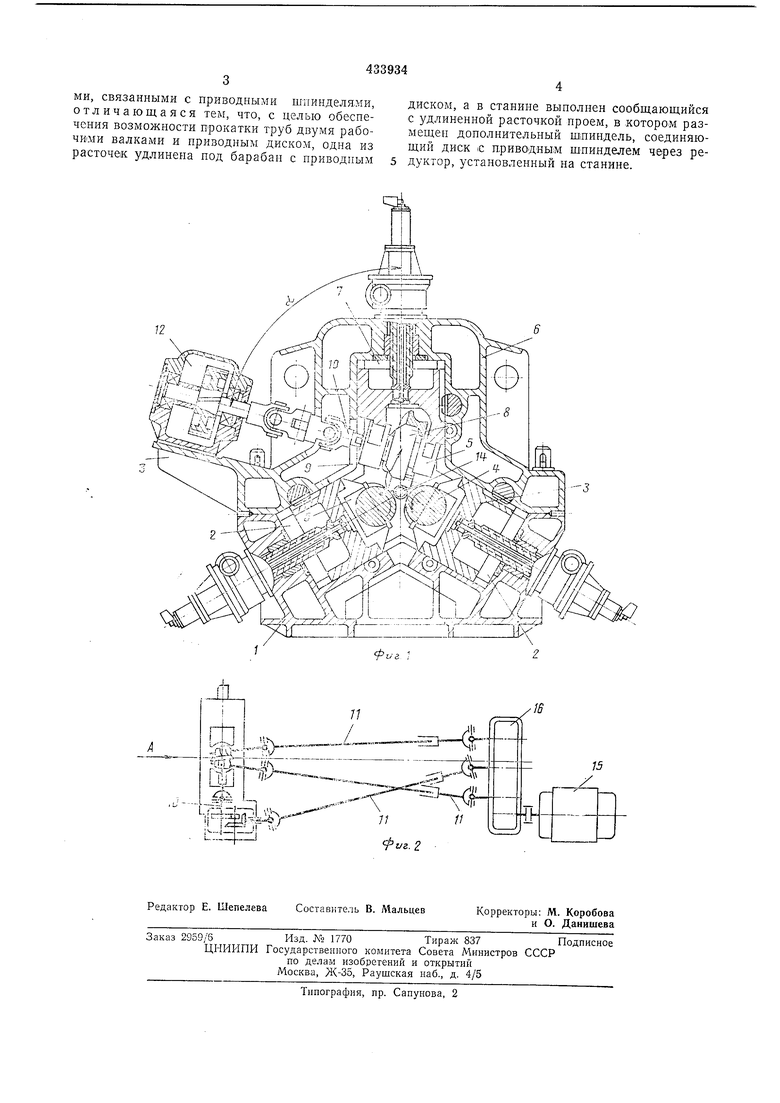
Изобретение относится к области трубопрокатного производства. Известная рабочая клеть стана поперечновинтовой прокатки включает разъемную станину, в радиальных расточ ках которой под углом 120° расположены поворотные барабаны с валками, связанными с приводными шпинделями. В известной клети получают горячекатаные трубы с отношением наружного диаметра к толщине стенки до 12. Для получения горячекатаных труб с отношением более 12 осуш,ествляют прокатку труб на стане с двумя рабочими валками и лриводным диском. С этой целью в предлагаемой рабочей клети одна из расточек удлинена под барабан с приводным диском, а в станине выполнен сообщающийся с удлиненной расточкой проем, в котором размещен дополнительный шпиндель, соединяющий диск с приводным шпинделем через редуктор, установленный на станине. На фиг. 1 показана предлагаемая рабочая клеть; на фиг. 2-схема подключения ее к приводу (направление прокатки обозначено стрелкой А). Рабочая клеть стана поперечно-винтовой прокатки включает литую станину 1, в радиальных расточках 2 которой размещены барабаны 3 с приводными коническими валками 4 в нодшипниковых опорах 5, съемную крышку 6, в удлиненной расточке 7 которой размещен сменный барабан с приводным калиброванным диском 8 диаметром от 2 до 2,5 диаметра рабочего валка, ось которого наклонена под углом ее к оси поворота барабана. В крышке выполнен сообщающийся с удлиненной расточкой проем 9, в котором размещен дополнительный шпиндель 10, соединяющий диск с приводным шпинделем И через редуктор 12, установленный на кронштейне 13 крышки. Работает устройство следующим образом. Заготовка 14 задается в клеть по стрелке А, захватывается вращающимися валками 4 и подается калиброванным диском 8. Вращение валков 4 осуществляется от электродвигателя 15 через редуктор 16 и приводные шпиндели 11. Вращение диска 8 осуществляется от электродвигателя 15 через редуктор 16, приводной шпиндель 11, редуктор 12 и дополнительный шпиндель 10. Передаточное число редуктора 12 таково, что окружная скорость диска 8 превышает осевую составляющую скорости валков 4 на 15-20%. Предмет изобретения Рабочая клеть стана поперечно-винтовой прокатки, включающая разъемную станину, в .радиальных расточках которой под углом 120° расположены поворотные барабаны с валка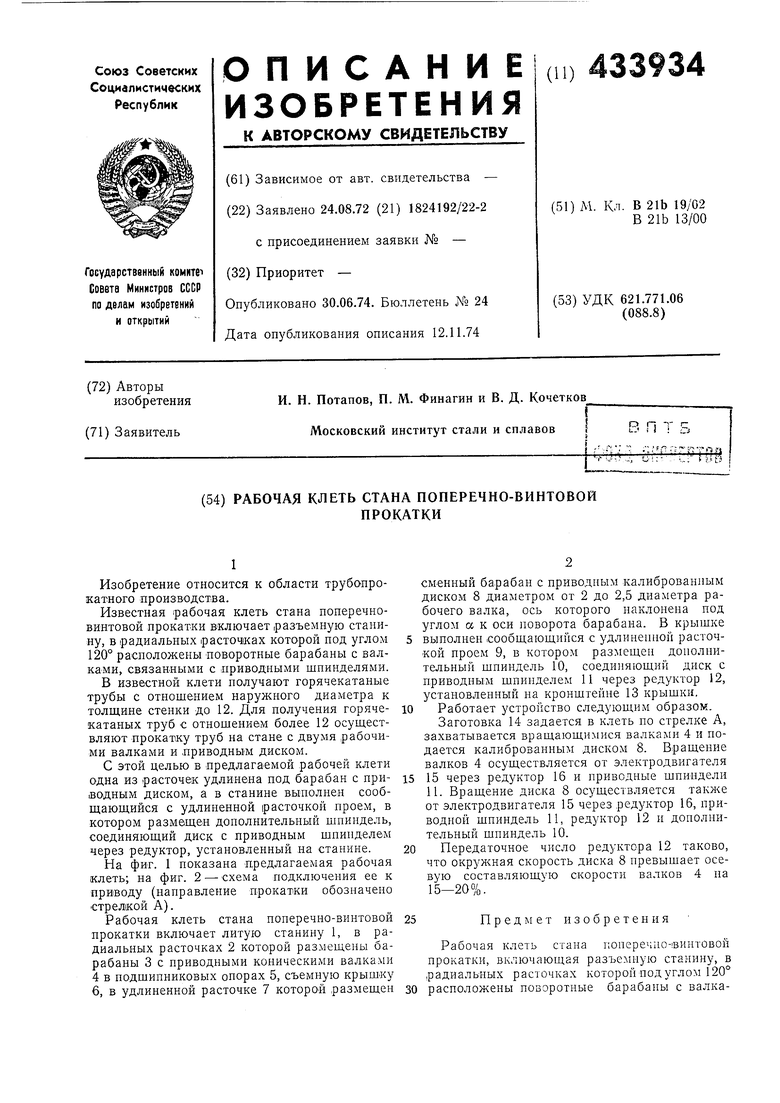
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2361688C1 |
| РАБОЧАЯ КЛЕТЬ ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ | 1998 |
|
RU2172219C2 |
| Прокатный стан | 1990 |
|
SU1731308A1 |
| Трубопрокатный стан поперечно- винтовой прокатки | 1977 |
|
SU713627A1 |
| Непрерывно-автоматический трубопрокатный стан для раскатки полых гильз в трубы с заданной толщиной стенки | 1956 |
|
SU112973A1 |
| ДВУХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1999 |
|
RU2189873C2 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1971 |
|
SU476933A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| ЧЕТЫРЕХВАЛКОВЫЙ МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 2006 |
|
RU2352410C2 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |