1
Изобретение относится к пресс-формам для литья под давлением изделий из полимерных материалов и может быть использовано для изготовления изделий при высокой температуре нагрева и быстром охлаждении.
Известны пресс-формы для литья под давлением изделий из пластмасс, содержащие подвижную и неподвижную полуформы с размещенными в «их системами нагрева и охлаждения и направляющие колонки.
Однако при изготовлении изделий из пластмасс, имеющих высокую температуру формования, для нагрева формующей полости в известных пресс-формах требуется значительный промежуток времени, что удлиняет процесс изготовления изделий.
Предлагаемая пресс-форма снабжена дополнительными нагревателями, смонтированными на подвижной рамке, установленной между полуформам.и на горизонтальных направляющих, подпружиненных относительно одной из полу форм.
Такое выполнение пресс-формы сокращает время нагрева формующей полости.
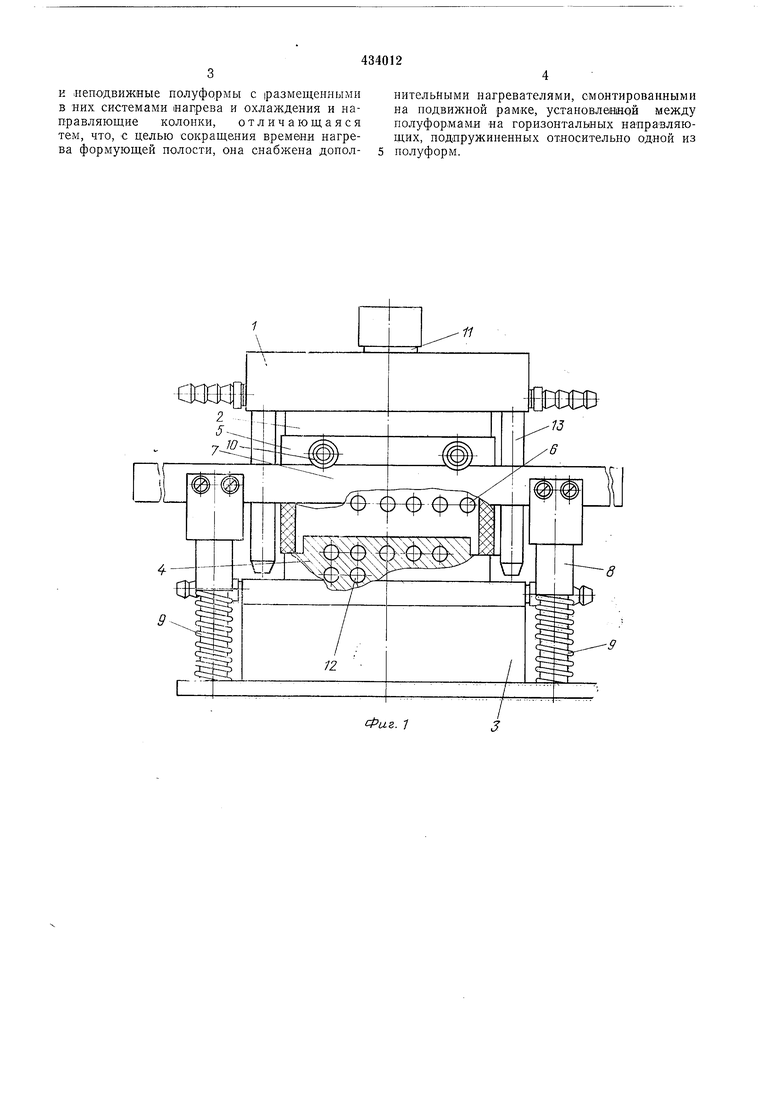
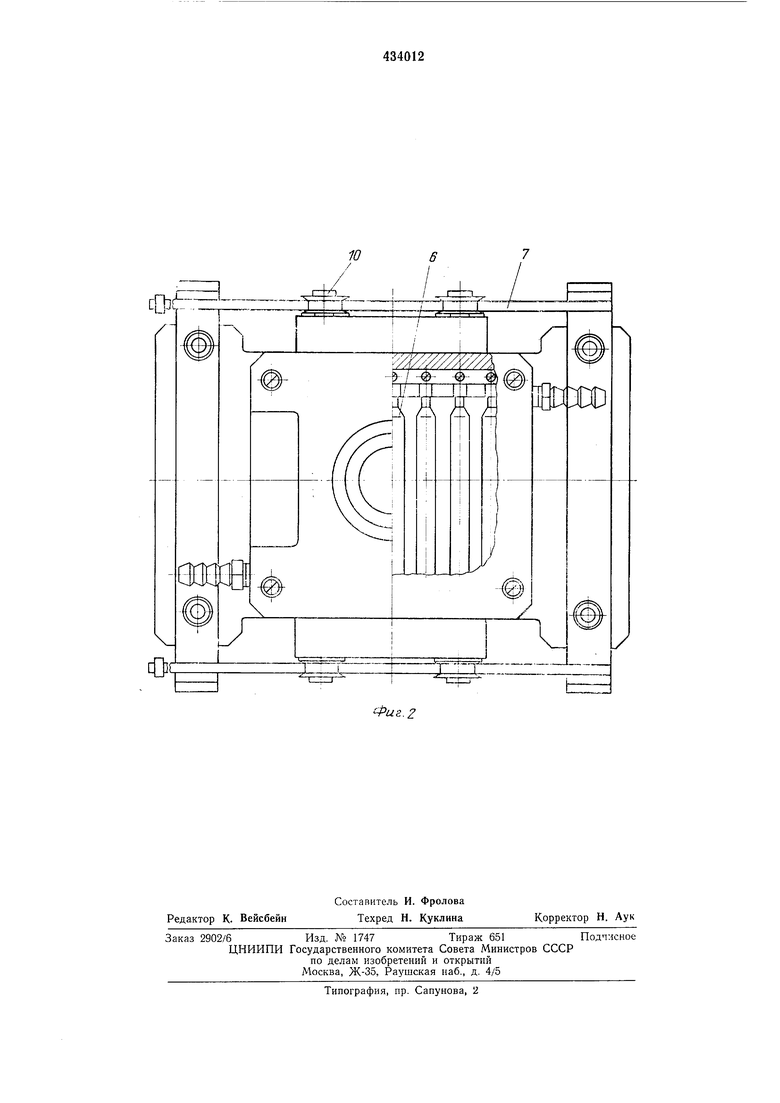
На фиг. 1 показана предлагаемая прессформа, общий вид; на фиг. 2 - прессформа, вид сверху.
Описываемая пресс-форма содержит неподвиждую плиту 1, на которой смонти рована полуформа 2, подвижную плиту 3 с полуформои
4, подвижную рамку 5 с нагревателями 6, установленную между полуформами 2 и 4 на горизонтальных направляющих 7, опирающихся на стойки 8 с пружинами 9. Рамка 5
перемещается по направляющим 7 на роликах 10. На плите 1 установлена загрузочная камера 11. В теле полуформ 2 и 4 размещены нагревательные элементы 12 и каналы для охлаждения (па чертеже не показаны). На плите 1 укреплены направляющие колонки 13, по которым перемещается подвижная полуформа при смыкании и размыкании пресс-формы.
Описываемая пресс-форма работает следующим образом.
Перед процессом формования пластмассы, например, типа фенилоп в разомкнутую пресс-форму, нагретую до 250°С, по направляющим 7 вводят рамку 5 с нагревателями 6, после чего подвижную полуформу 4 смыкают с рамкой 5 и интенсивно нагревают формующую полость до 350°С. Затем пресс-форму замыкают, при этом пружина 9 разжимается, и рамку 6 выводят пз области пагрева. Далее осуществляют формование изделия обычным
способом и после соответствующий выдержки и извлечения изделия цикл повторяется.
Предмет изобретения
Пресс-форма для литья под давлением изделип пз пластмасс, содержащая подвижную
и 1неподвижеые полуфо.рмь с размещенными в них системами нагрева и охлаждения и направляющие колонки, отличающаяся тем, что, с целью сокращения времени нагрева формующей полости, она снабжена донолнительНыми нагревателями, смонтированными на подвижной рамке, установлееной между полуформами «а горизонтальных направляющих, ноднружиненных относительно одной из полуформ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением | 1982 |
|
SU1068221A1 |
| Машина для литья под давлениемАРМиРОВАННыХ издЕлий | 1979 |
|
SU821176A1 |
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА С АВТОМАТИЧЕСКОЙ ПОДАЧЕЙ ЦИЛИНДРИЧЕСКОЙ АРМАТУРЫ | 1971 |
|
SU311761A1 |
| Литьевая форма для изготовления полимерных изделий | 1989 |
|
SU1703476A1 |
| Прессформа для литья под давлением отливок с боковыми отверстиями | 1976 |
|
SU608605A1 |
| Универсальный блок литьевого прес-СОВАНия издЕлий из РЕАКТОплАСТОВ | 1979 |
|
SU797881A1 |
| Пресс-форма для изготовления изделий из пластмасс методом прямого прессования | 1980 |
|
SU903145A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1168328A1 |
| Устройство для формования листовых термопластичных материалов | 1978 |
|
SU764989A1 |
| Литьевой термопластавтомат для изготовления армированных изделий из полимеров | 1982 |
|
SU1085843A1 |
-еюзв
2 JФиг. 1
