1
Изобретение относится к шлифованию изделий с помощью абразивных лент.
Известны устройства для подвода и отвода поджимного элемента от обрабатываемого изделия в ленточно-шлифовальных станках в соответствии с подачей его на врезание.
С целью отвода поджимного элемента от обрабатываемой поверхности в момент изменения направления движения ленты в предлагаемом устройстве поджимной элемент контактирует с кулачком, жестко или кинематически связанным с ко:ромыслом, сообщающим ленте возвратно-поступательное движение.
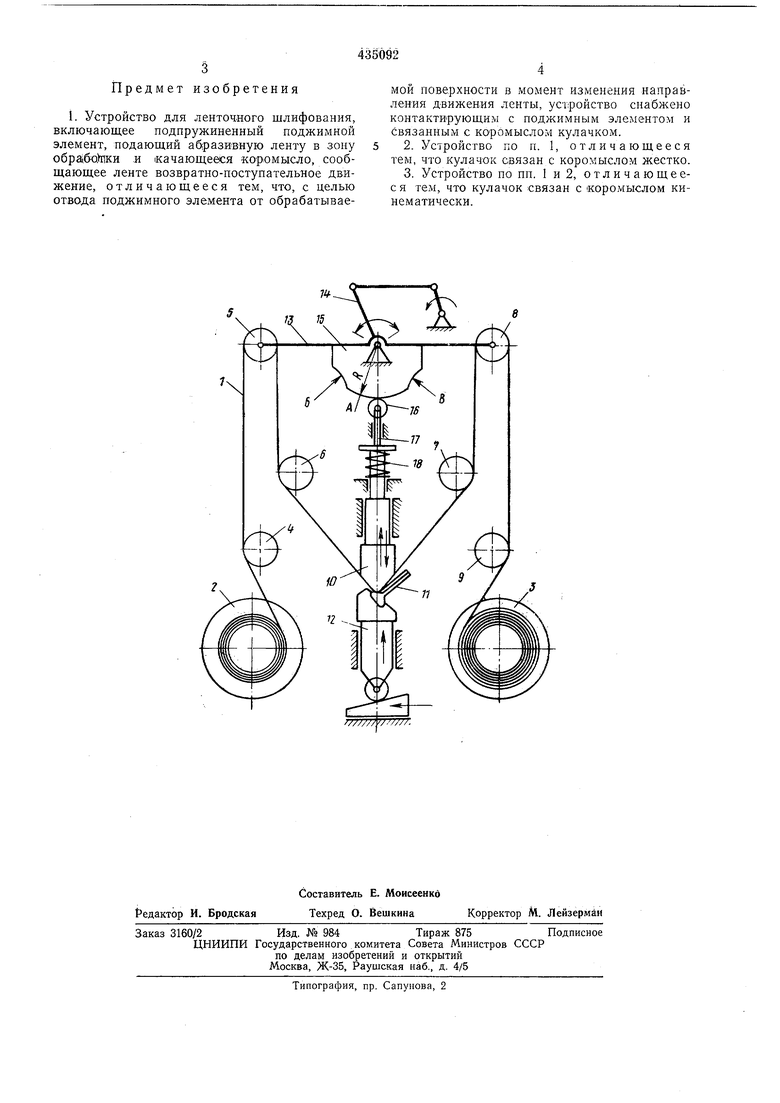
На чертеже схематично изображено предлагаемое устройство.
Абразивная лента 1 размещена на двух бобинах 2 ,и 3 и огибает ролики 4-9, а также поджимной элемент 10, к которому прижимается обрабатываемая деталь 11, установленная в пиноли 12, подаваемой на врезание.
Ролики 5 и 8 установлены на качающемся коромысле 13, движение которому сообщается, например, от рычажного механизма 14, кривощип которого получает вращение от редуктора или непосредственно от электродвигателя (на чертеже не показано).
С коромыслом 13 жестко связан кулачок 15, к которому прижимается ролик 16, установленный на толкателе 17, закрепленном на пиноли поджимного элемента 10.
Поджим толкателя 17 с роликом 16 к кулачку 15 осуществляется пружиной 18.
Кулачок 15 имеет участок профиля А постоянного радиуса R с центром на оси качания коромысла 13 и два профильных участка и 5, удаление точек профиля которых от оси качаиия меньще R.
При работе станка качающееся коромысло 13 по очереди удлиняет за счет друг друга то правую, то левую ветвь ленты, концы которой закреплены на бобинах 2 и 3, имеющих принудительный привод для перемотки леиты 1
(на чертеже не показано). При этом участок ленты, расположенной между качающимися роликами 5 и 8, совершает на поджимном элементе 10 возвратно-поступательное движение. Вместе с коромыслом 13 качается кулачок 15.
При контакте кулачка 15 с роликом 16 по поверхности участка профиля Л постоянного радиуса R перемещения элемента 10 не происходит. Когда кулачок 15 приближается к крайним положениям, т. е. когда связанное с ним
коромысло 13 изменяет направление движения, пружина 18 отводит поджимной элемент 10 от контакта с обрабатываемой деталью 11, так как участки Б и В «улачка удалены от оси качания коромысла 13 на расстояние,
меньше R.
Предмет изобретения
1. Устройство для ленточного шлифования, включающее подпружиненный поджимной элемент, подающий аб;разивную ленту в зону обработки и качающееся коромысло, сообщающее ленте возвратно-поступательное движение, отличающееся тем, что, с целью отвода поджимного элемента от обрабатываемой поверхности в момент изменения направления движения ленты, устройство снабжено контактирующим с поджимным элементом и связанным с коромыслом кулачком.
2.Устройство по п. 1, отличающееся тем, что кулачок связан с коромыслом жестко.
3.Устройство по пп. 1 и 2, отличающееся тем, что кулачок связан с коромыслом кинематически.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок дляОбРАбОТКи лОпАТОК гАзОТуРбиННыХдВигАТЕлЕй | 1977 |
|
SU810454A1 |
| Ленточно-щлифовальный станок для обработки лопаток газотурбинных двигателей | 1977 |
|
SU865624A2 |
| Ленточно-шлифовальное устройство | 1978 |
|
SU891364A2 |
| Ленточно-шлифовальный станок для обработки лопаток | 1976 |
|
SU627949A2 |
| Бесцентровый круглошлифовальный станок | 1984 |
|
SU1202820A2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1981 |
|
SU1007934A2 |
| Способ ленточного шлифования и лен-ТОчНОшлифОВАльНый CTAHOK | 1976 |
|
SU831567A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
| Станок для шлифования выпуклых асферических поверхностей оптических деталей алмазным инструментом | 1980 |
|
SU901027A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU984826A2 |