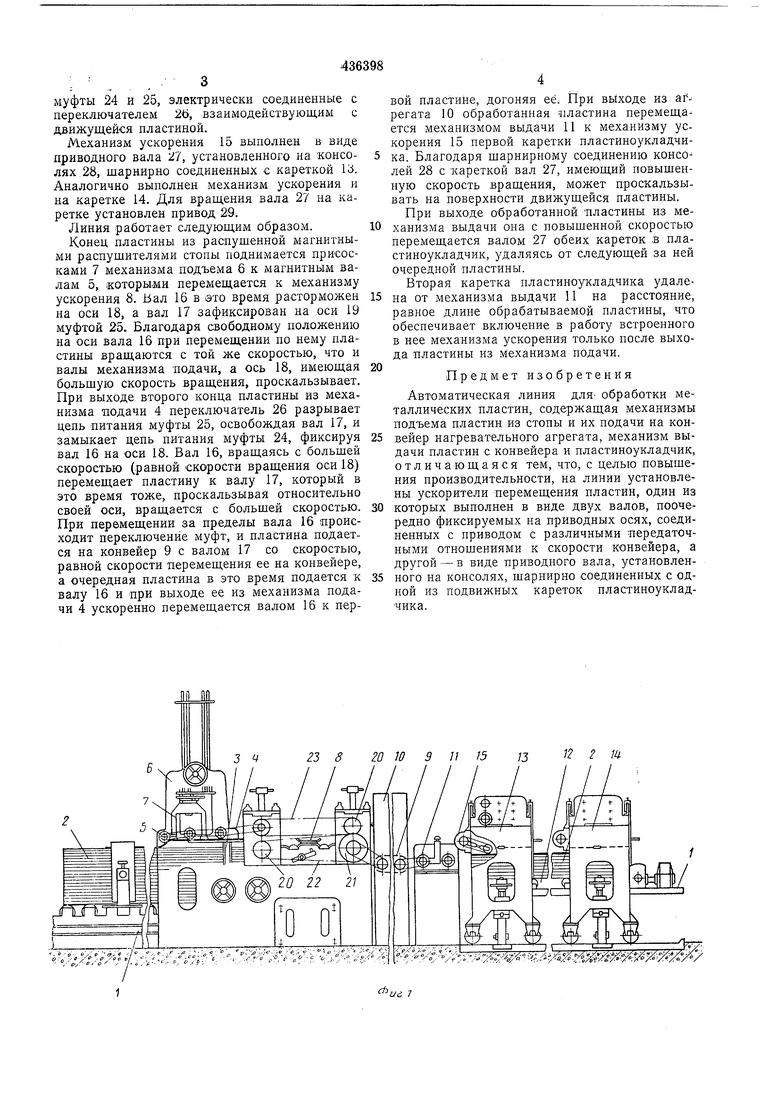
Изобретение относится .к технологическому оборудованию для изготовления трансформаторов и может быть использовано в электротехнической промышленности. Известна автоматическая линия для обработки металлических пластин из электротехнической стали, содержащая механизм подъема пластин из стопы, механизм с магнитными валами для подачи пластин на конвейер нагревательного агрегата, механизм выдачи пластин с конвейера и пластиноукладчик. Однако известная линия не обеспечивает коэффициент заполнения площади конвейера нагревательного агрегата и не позволяет обработку косоугольных пластин. Для повышения производительности на предлагаемой линии установлены ускорители перемещения пластин, один из которых выполнен в виде двух валов, поочередно фиксируемых на приводных осях, соединенных с приводом с различными передаточными отношениями к скорости конвейера, а другой - в виде приводного вала, установленного на консолях, шарнирно соединенных с одной из подвижных кареток пластиноукладчика. На фиг. 1 показан общий вид предлагаемой автоматической лннии; на фиг. 2 - механизм ускоре 1ия, установленный перед агрегатом; па фиг. 3 - каретка пластиноукладчика. Линия содержит приемный стол 1, на рольганговых дорожках которого уложены стопы 2 подлежащих обработке пластин, магнитные распушители 3 для отслоения верхней пластины от стопы, механизм подачи 4 пластин в нагревательный агрегат, выполненный в виде приводных валов 5, набранных из постоянных дисковых магнитов, механизм подъема 6 пластин из стопы, выполненный в виде вертикально подвижных присосок 7, установленный между валами 5, механизм ускорения 8 перемещения пластин к конвейеру 9 нагревательного агрегата 10, валковый механизм выдачи 11 обработанных пластин в пластиноукладчик 12, каретки 13 и 14 пластиноукладчика и встроенные в каретки механизмы ускорения 15 перемещения пластин. Механизм ускорения 8 выполнен в виде двух валов 16 и 17, установленных свободно па приводных осях 18 и 19, соединенных с приводом посредством звездочек 20 и 21 и цепной передачи 22 23 с различным передаточпым отношением к скорости перемещения конвейера. Ось 19 соединена с приводом с передаточным отношением к скорости конвейера : 1, а ось 18 имеет большее передаточное отношение на величину, достаточную для обеспечения минимального интервала между подаваемыми на конвейер пластинами. Для автоматической поочередной фиксации валов 16 и 17 на осях остановлены электромагнитные
муфты 24 и 25, электрически соединенные с переключателем 2Ь, взаимодействующим с движущейся пластиной.
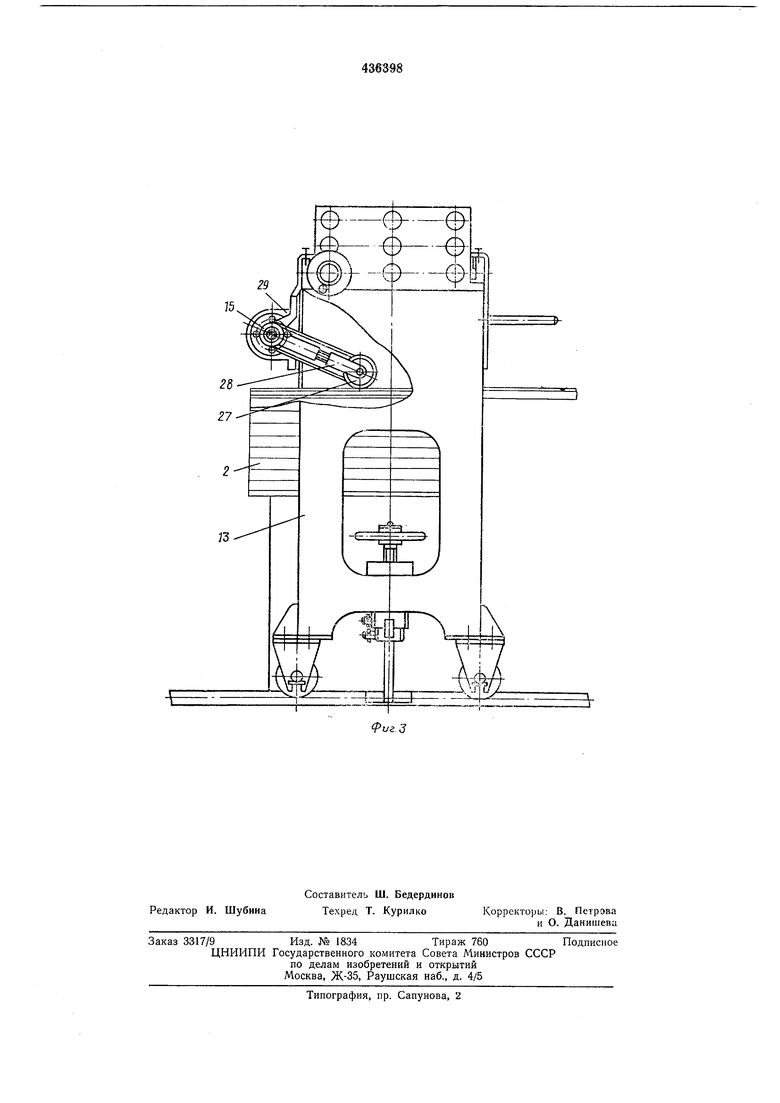
Механизм ускорения 15 выполнен в виде приводного вала 27, установленного на консолях 28, щарнирно соединенных с кареткой 13. Аналогично выполнен механизм ускорения и на каретке 14. Для вращения вала 27 па каретке установлен привод 29. Линия работает следующим образом.
Конец пластины из распушенной магнитными распушителями стопы поднимается присосками 7 механизма подъема б к магнитным валам 5, которыми перемещается к механизму ускорения 8. Вал 16 в это время расторможен на оси 18, а вал 17 зафиксирован на оси 19 муфтой 25. Благодаря свободному положению на оси вала 16 при перемещении по нему пластины вращаются с той же скоростью, что и валы механизма подачи, а ось 18, имеющая большую скорость вращения, проскальзывает. При выходе второго конпа пластины из механизма подачи 4 переключатель 26 разрывает цепь питания муфты 25, освобождая вал 17, и замыкает цепь питания муфты 24, фиксируя вал 16 на оси 18. Вал 16, вращаясь с большей скоростью (равной скорости вращения оси 18) перемещает пластину к валу 17, который в это время тоже, проскальзывая относительно своей оси, вращается с большей скоростью. При перемещении за пределы вала 16 происходит переключение муфт, и пластина подается на конвейер 9 с валом 17 со скоростью, равной скорости перемещения ее на конвейере, а очередная пластина в это время подается к валу 16 и при выходе ее из механизма подачи 4 ускоренно перемещается валом 16 к первой пластине, догоняя её. При выходе из агрегата 10 обработанная «ластина перемещается механизмом выдачи 11 к механизму ускорения 15 первой каретки пластиноукладчика. Благодаря шарнирному соединению консо лей 28 с кареткой вал 27, имеющий повышенную скорость вращения, может проскальзывать на поверхности движущейся пластины.
При выходе обработанной пластины из механизма выдачи она с повышенной скоростью перемещается валом 27 обеих кареток ,в пластиноукладчик, удаляясь от следующей за ней очередной пластины.
Вторая каретка пластиноукладчика удалена от механизма выдачи И на расстояние, равное длине обрабатываемой пластины, что обеспечивает включение в работу встроенного в нее механизма ускорения только после выхода пластины из механизма подачи.
Предмет изобретения
Автоматическая линия для- обработки металлических пластин, содержащая механизмы подъема пластин из стопы и их подачи на конвейер нагревательного агрегата, механизм выдачи пластин с конвейера и пластиноукладчик, отличающаяся тем, что, с целью повышения производительности, на линии установлены ускорители перемещения пластин, один из которых выполнен в виде двух валов, поочередно фиксируемых на приводных осях, соединенных с приводом с различными передаточными отношениями к скорости конвейера, а другой - в виде приводного вала, установленного на консолях, шарнирно соединенных с одной из подвижных кареток пластиноукладчика.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для обработки металлических пластин | 1978 |
|
SU748529A1 |
| УСТАНОВКА ДЛЯ РАСКРОЯ РУЛОННО-ЛИСТОВОЙ СТАЛИ | 1971 |
|
SU292737A1 |
| ФРОНТАЛЬНЫЙ АГРЕГАТ | 1968 |
|
SU231483A1 |
| Установка для упаковки рулонов на поддоне | 1979 |
|
SU861174A1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ШТУЧНЫХ ИЗДЕЛИЙ | 1966 |
|
SU187619A1 |
| Устройство для подачи брусков под пакет листов | 1990 |
|
SU1819714A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ФОРМОВАНИЯ ЛИТЫХ | 1973 |
|
SU399477A1 |
| АГРЕГАТ ДЛЯ ОБРАБОТКИ УРЕЗА НЕ ПРИКРЕПЛЕННЫХ | 1970 |
|
SU272840A1 |
| ПАКЕТОФОРМИРУЮЩАЯ МАШИНА | 1973 |
|
SU406787A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |

23 8 20 10 9 // /5 /3 7 2 Ш
L I .
