1
Изобретение относится к области литейного производ ства, в частности к технологии центробежного литья.
Изъестен способ получения на центробежной установке пустотелых деталей с дном без применения стержня за счет вращения изложницы относительно двух осей: горизонтальной и вертикальной.
Однако технология способа и установка для его осуществления весьма сложны.
Предлагаемый способ заключается в том, что вращают изложницу вместе с крышкой « распределяют металл по внутренней поверхности изложницы путем перемещения тарелки толкателя от -металлоприемника. При этом металл выдерживают в металлоприемнике до намораживания слоя днища на крышке изложницы и тарелке толкателя, лосле чего толкатель со слоем намороженного металла перемещают вдоль .изложницы, /причем в момент начала движения толкателя ему сообщают угловую скорость меньшую, чем у вращаемой изложницы, а при вытяжке эти скорости выравнивают.
Это позволяет получить детали с днищами и устранить отмеченные недостатки.
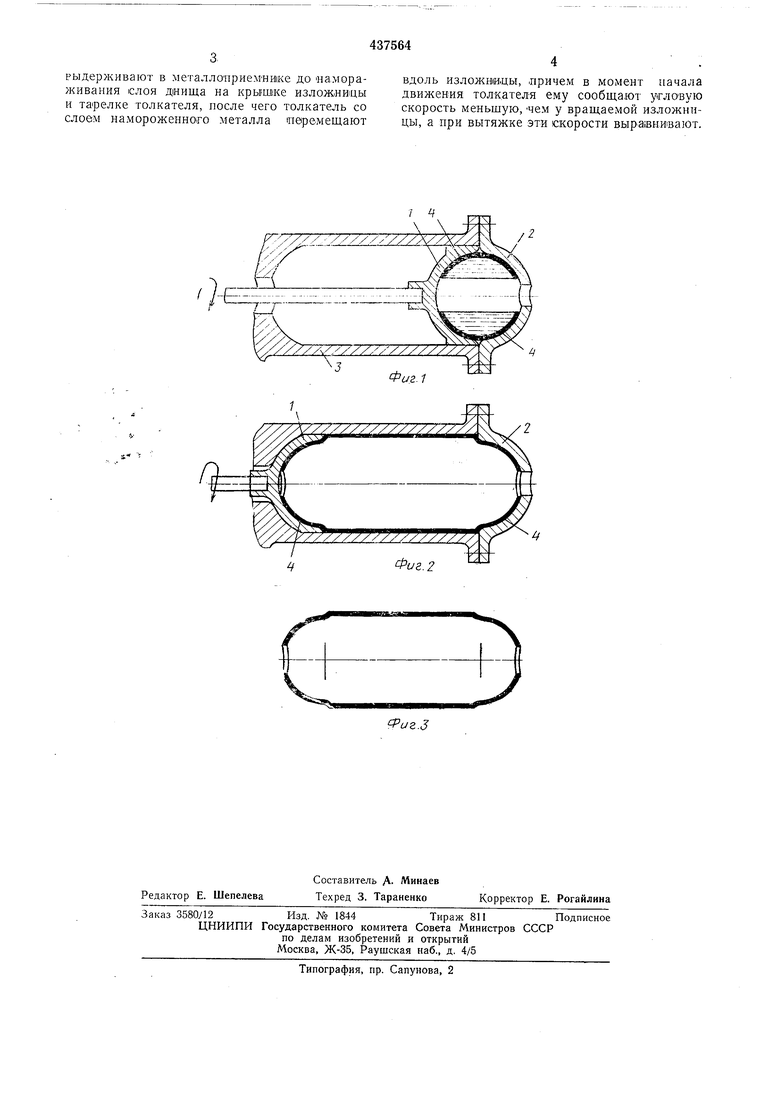
На фит. 1 изображено устройство для реализация предлагаемого способа изготовления цилиндрических тонкостенных деталей, первая
позиция; на фиг. 2 - то же, вторая позиция; на фиг. 3 - отлитая деталь.
Для осуществления способа после заливки расплава во вращающийся металлолриемник, образованный тарелкой толкателя 1 и крышкой 2 изложницы 3, производят выдержку расплава в этом металлоприемнике в течение времени, достаточного для намораживания на крышке изложницы и тарелке толкателя металла необходимой толщины, образующего днище 4. После этого толкатель со слоем намороженного металла перемещают вдоль изложницы. Одновременно образуется цилиндрическая стенка детали. В момент отрыва образовавшихся днищ друг от друга толкателю сообщают угловую скорость меньшую, чем у вращающейся формы (толкатель притормаживается). При вытяжке эти скорости должны быть равны.
Предмет изобретения
Способ изготовления цилиндрических тонкостенных деталей, включающий вращение изложницы с крышкой и распределение металла по внутренней поверхности изложницы путем перемещения тарелки толкателя от металлонриемника, отличающийся тем, что, с целью получения деталей с днищами, металл
рыдерживают в металлоприемнике до «амораживания слоя днища на крышке изложиищы и тарелке толкателя, после чего толкатель со слоем намороженного металла перемещают
вдоль изложницы, .причем в момент начала движения толкател-я ему сообщают угловую скорость меньшую, чем у вращаемой изложницы, а нри вытяжке эти скорости выра1вни1ва от.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения ленты из модифицирующих сплавов | 1990 |
|
SU1770045A1 |
| Способ изготовления полых отливок | 1978 |
|
SU789225A1 |
| УСТРОЙСТВО для ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 1969 |
|
SU240200A1 |
| СПОСОБ НЕПРЕРЫВНОГО ПОЛУЧЕНИЯ ТОНКОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2111829C1 |
| Центробежная установка | 1978 |
|
SU784977A1 |
| Устройство для определения жидкотекучести расплава | 1976 |
|
SU598688A1 |
| СПОСОБ НЕПРЕРЫВНОГО ПОЛУЧЕНИЯ ТОНКОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 1988 |
|
SU1706115A1 |
| Устройство для центробежного литья | 2020 |
|
RU2748447C1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ФАСОННОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 2014 |
|
RU2570138C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ НАМОРАЖИВАНИЕМ РАСПЛАВОВ | 1993 |
|
RU2180875C2 |
J
/
Фиг.1
Фиг. 2
