4
СО 00
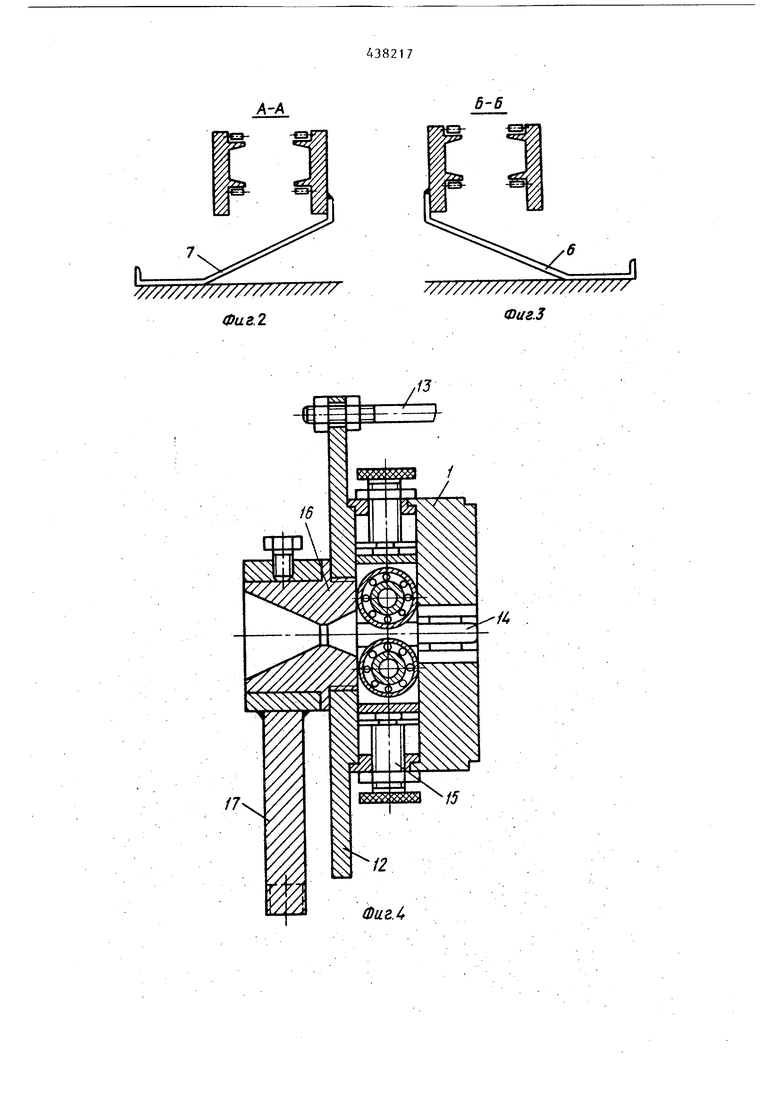
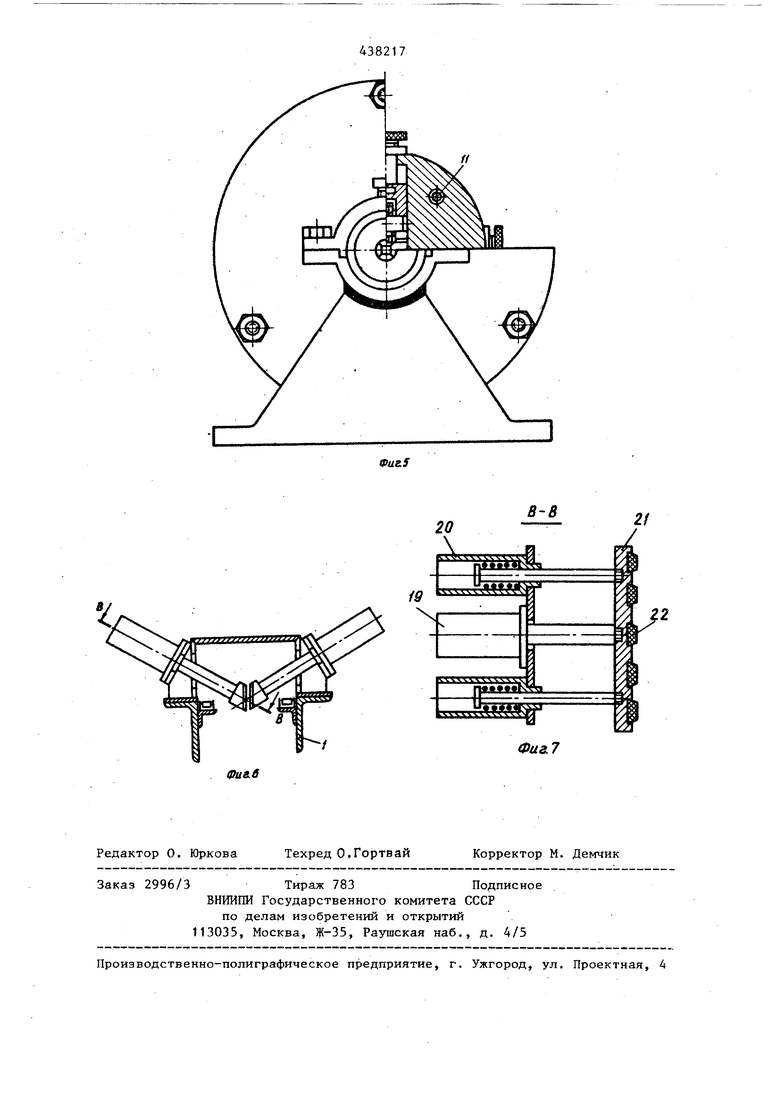
го 4 Известно устройство для снятия труб с оправок после волочения; содержащее обкатную головку с неприводными элементами и тянущие механизмы, один из которых предназначен для протягивания трубы с оправкой через обкатную головку, а другой для извлечения оправки из трубы после этого. Второй механизм размещен перед обкатной головкой. Предлагаемое устройство отличается от известного тем, что в нем с целью использования одного тянущего механизма и для протягивания трубы с оправкой через обкатную головку, и для последующего извлечения оправки из трубы между тянущим механизмом и обкатной головкой размещен механизм для фиксирования трубы, выполненный в виде закрепленных на рамах тянуще го механизма под углом к плоскости протягивания подпружиненных пневмозахватов, зажимные губки которых рас положены в плоскости протягивания. На фиг. 1 схематически изображено предлагаемое устройство для снятия труб с оправок волочения, общий вид на фиг. 2 - разрез по А-А на фиг. 1 на фиг.3 - разрез по Б-Б на фиг. 1 на фиг. 4 и 5 - обкатная головка в двух проекциях; на фиг. 6 - механизм фиксирования трубы; на фиг. 7 - раз рез по В-В на фиг. 6. Устройство состоит из приемного рольганга 1, обкатной головки 2, двухцепного тянущего механизма 3 с зажимами 4, механизма 5 для фиксирования трубы, карманов 6 и 7 для труб и оправок. Тянущий механизм при водится от электродвигателя 8 с вари атором 9 и редуктором 10. Обкатная головка (см. фиг. 4 и 5) состоит из четырнадцати клетей, соединяемых попарно посредством шпилек 11 под углом 90°. Каждая пара клетей развернута относительно предьщущей под углом 50°. Все клети соединены в блок посредством фланцев 12 и шпилек 13. Выбранное количество клетей, а также угол поворота одной относительно другой обеспечивает достаточное и равномерное увеличение перимет ра трубы за один проход прокатки. В качестве обкатывающих элементов применены шарикоподшипники 14. Регулировка обжатия стенки трубы на оправке в каждой клети осуществля ется отдельно посредством нажимных винтов 15. Для удобства регулировки обжатия (например, при переходе на другой размер труб) блок клетей имеет возможность вращения относительно продольной оси на цапфах 16, укреп- , ленных в стойках 17. Устанавливается обкатная головка перед тянущимустройством сооснос ним на таком расссоянии,что зажимы тянущего устройства, проходя через передние линейки 18, смыкаются непосредственно за ней. В первойполовине тянущегоустройства надвух рамахего станиныустановлен механизм5 дляфиксирования трубы. Механизм включает fсм.фиг. 6и 7|пневмозахваты,состоящие из цилиндров 19,в которые подаетсявозлух под регулируемым давлением,пружин 20и зажимных губок 21 с резиновыми вкладышами 22. Работает устройство следукяцим образом. Оправка с трубой с рабочего стола волочильного стана укладывается на приемный рольганг устройства и задним концом задается в обкатную головку. Длина заднего конца оправки, свободного от трубы, должна превышать длину обкатной головки на 150200 мм. Выступающий из головки конец оправки захватывается смыкающимися под действием линеек зажимами тянущего устройства, и оправка с трубой протягивается через обкатную головку . По завершении процесса обкатки в рабочие цилиндры пневмозахватов подается под давлением воздух, и обкатанная труба удерживается от дальнейшего перемещения резиновыми губками пневмозахватов. Зажимы тянущего устройства, продолжая перемещаться, извлекают оправку из трубы. При соприкосновении с линейками, установленными на заднем конце устройства размыкаются, и оправка падает между рамами станины на направляющие стеллажи кармана, расположе:нного на стороне, обращенной к волочильному стану. В зто время раскрываются губки пневмозахватов, и труба, снятая с оправки, аналогичным образом поступает в карман, расположенный на внешней стороне устройства. Применение резиновых вкладышей на пневмозахватах предотвращает нанесение на поверхность трубы дефектов, а также изменение ее геометрической формы и размеров.
IL.™
//////////////7////У/У/ Фиг.2
/////////////////////////
Фаг.З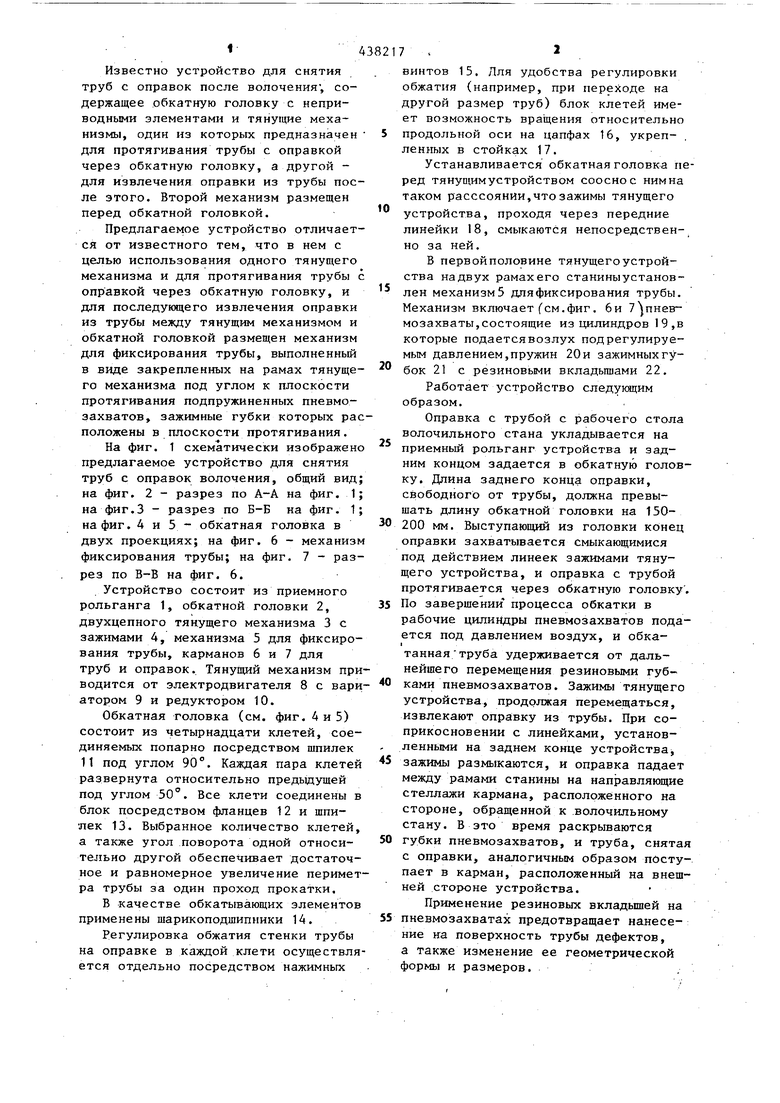
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХНИТОЧНЫЙ ДЛИННООПРАВОЧНЫЙ СТАН ДЛЯ ВОЛОЧЕНИЯ ТРУБ | 1991 |
|
RU2030235C1 |
| ВОЛОЧИЛЬНЫЙ СТАН ДЛЯ ВОЛОЧЕНИЯ ТРУБ НА ДЛИННОЙ ОПРАВКЕ | 1972 |
|
SU435876A1 |
| НЕПРЕРЫВНЫЙ СТАН ДЛЯ ХОЛОДНОЙ И ТЕПЛОЙ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТРУБ НА ОПРАВКЕ | 1961 |
|
SU145521A1 |
| ВОЛОЧИЛЬНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ ТРУБ, ПРЕИМУЩЕСТВЕННО КАПИЛЛЯРНЫХ | 1991 |
|
RU2030940C1 |
| ТРУБОВОЛОЧИЛЬНЫЙ СТАН | 1967 |
|
SU201308A1 |
| Способ изготовления тонкостенных холоднодеформированных труб шестигранного сечения | 2023 |
|
RU2812288C1 |
| Устройство для снятия трубы с оправки | 1982 |
|
SU1222348A1 |
| Непрерывный стан для волочения труб на длинной оправке | 1980 |
|
SU1002065A1 |
| СТАН ДЛЯ ВОЛОЧЕНИЯ ТРУБ НА ЗАКРЕПЛЕННОЙ ОПРАВКЕ | 2008 |
|
RU2378069C1 |
| ВОЛОЧИЛЬНЫЙ СТАН для ВОЛОЧЕНИЯ ТРУБ НА ДЛИННОЙ ОПРАВКЕ | 1970 |
|
SU280417A1 |
УСТРОЙСТВО ДЛЯ СНЯТИЯ ТРУБ С ОПРАВОК ПОСЛЕ ВОЛОЧЕНИЯ, включающее обкатную головку и тянущий оправку механизм, отличающе- е с я тем, что, с целью обеспечения возможности использования тянущего механизма одновременно и для протягивания трубы с оправкой через обкатную головку с неприводными об- катьшающими элементами, и для извлечения оправки из трубы, между тянущим механизмом и обкатной головкой размещен механизм для фиксирования трубы, выполненный в виде закрепленных на рамах тянущего механизма под углом к плоскости протягивания подпружиненных пневмозахватов, зажимные губки которых расположены в плоскости протягивания.
Фиг4
в-в
Фиг.7
